








- Plate
- Drilling
- Milling
- Manufacturing
- Fabrication
- Automation
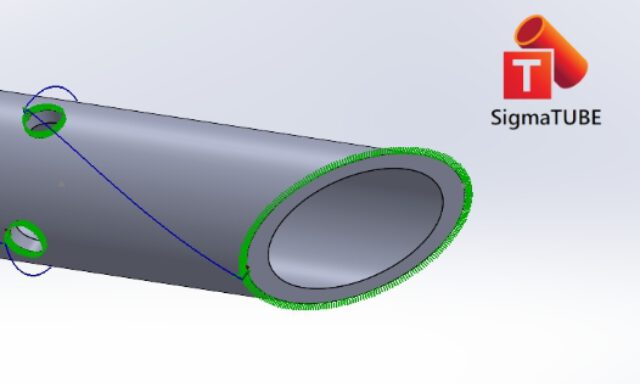
Milling versus drilling holes in plates
The variety in type of products, hole diameters and the fixed costs versus output ratio are considerations to take into account when comparing milling versus drilling holes in plates. Read more about it in this article!
Drilling holes
Material removal rates with the milling process for a hole of 32 mm / 1-1/4” diameter are in general a three to fourfold lower compared to removal rates by drilling the hole. Both processes assumed to be done with carbide tools. Milling holes is therefore from an output perspective certainly not interesting and if one has a large volume of a certain type of product, drilling holes within certain limits will always be cheaper than milling holes.
Milling holes
However, if one has a low volume in terms of same types of products, meaning a large variety of hole diameters and some diameters used only once in a while, milling could be the process of choice for creating certain holes. Buying a specific diameter tool for just a small set of holes significantly increase the operational costs per hole. With depreciation rates of capital expenditures being on average a five to tenfold of the operational costs annually, a quick comparison can be made where milling becomes interesting for the hole creation process. We just have to compare the fixed costs / output ratio versus variable operational costs (tooling).
Let’s take an example
Let’s take an example: if one only produces 250 holes with one specific diameter in 5 years in an average thickness (12 mm / 0.5”), the costs per hole with drilling exceed the costs with milling because operational costs (tooling) exceed fixed machine costs per hole (incl. depreciation and labor rates).
Another possibility next to carbide drilling is drilling with HSS tools which in general have a shorter life before they need to be sharpened again and are in general cheaper as an initial investment. HSS feed rates per minute are however more than 3 times lower than feed rates with carbide tools. Therefore, both milling those holes as buying HSS tools for these holes leads to the same trade-off: Increasing fixed costs per hole due to the machine tariff but reducing variable tooling costs (per hole).