








- Automatisierung
- Blech
- Bohren
- Autogen
- Stahlbau
- Fertigungsindustrie
Können Sie von Vorbohren anstelle von Lochstechen profitieren? | Autogenes Brennschneiden
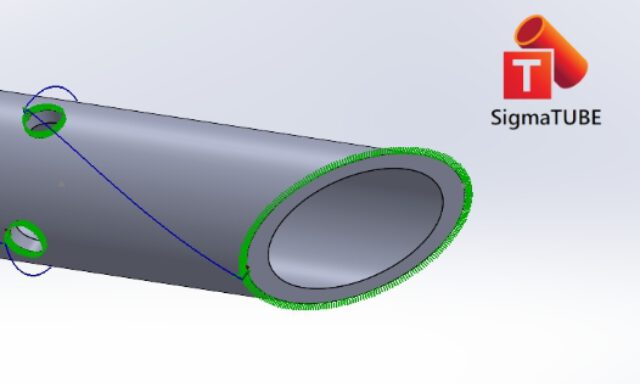
Das Vorbohren von Startlöchern ist hilfreich, indem ein materialfreier Bereich erstellt wird, damit der Autogenschneidevorgang ohne Stechen beginnen kann - auch Kantenstart genannt. Durch das Erstellen dieser vorgebohrten Startlöcher wird das autogene Stechen vermieden und die Schlacke kann das Material von unten verlassen.
Das bisherige normale Stechen des Materials kann nach wie vor auch durchgeführt warden, jedoch kann zu Beginn eines Piercing-Prozesses flüssige Schlacke den Schnitt nicht an der Materialunterseite verlassen. Das Stechen oder Piercen wirkt dann als Vulkaneffekt, spritzt und lässt die Stichöffnung lange Zeit nur an der Materialoberseite.
In diesem Artikel befassen wir uns mit Anwendungen, bei denen das Vorbohren vor dem Autogenschneiden sinnvoll ist und welche Verbesserungen hinsichtlich Geschwindigkeit, Automatisierung und Verschachtelungsausbeute erzielt werden. Die Begriffe Kantenstartprozess und Stechprozess werden in diesem Artikel als die beiden unterschiedlichen Prozesse verwendet.
Geschwindigkeit - sparen Sie Zeit - über Nacht oder am Wochenende vorbohren
Kantenstart vs. Lochstechen -vergleich in 80mm Material (3.125")
„Benötigt das Vorbohren immer mehr Zeit und verringert sich dadurch meine Leistung?“ Gute Frage, es kommt darauf an. Wenn Sie in der Lage sind, mannlose Nacht- oder Wochenendschichten zu betreiben, sparen Sie durch das Vorbohren immer Zeit, unabhängig von der Materialstärke, rein in zeitlicher Hinsicht. Die Bohrarbeiten können über Nacht oder am Wochenende in Ihrer Fabrik mit den CNC-Blechbearbeitungsmaschinen V310, V320 oder V325 durchgeführt werden.
Ein gutes Beispiel ist, dass beim Vorbohren von Löchern gegenüber dem Stechen mit einem durchschnittlichen Dickenbereich von 30 bis 100 mm (1,25 Zoll bis 4 Zoll) die Zeitersparnis durch Verwendung eines Kantenstarts im Vergleich zum Stechen leicht 10 Sekunden pro Start beträgt (siehe Video oben).
Wenn Sie eine volle Schachtelung mit kleineren Teilen haben, können Sie durch Kantenstarts in vorgebohrten Löchern je nach Anzahl der Teile einige Minuten bis zu einer halben Stunde pro Schachtelung sparen. Überprüfen Sie den Zeitvergleich zwischen dem Kantenstartvorgang und dem Stechen mit 80 mm dickem Material.
Nachtschicht schon ausgelastet?
Wenn Ihre Nachtschicht oder Wochenendschicht bereits mit Produktion ausgelastet ist, müssen Sie natürlich berücksichtigen, dass das Vorbohren von dünnerem Stahl (bis zu 30 mm) mehr Zeit in Anspruch nimmt, als das bloße Stechen mit dem Autogenbrenner. Oberhalb dieser Materialstärke ist der Zeitunterschied zwischen Vorbohren und Stechen vernachlässigbar (siehe Video unten)
Edge start (time for pre-drilling included) vs. Piercing comparison in 80 mm (3.125")

Automatisierung
Wenn Sie alle Stechvorgänge komplett aus Ihrer Prozessliste entfernen können, kann der Schneidevorgang mit viel weniger unbekannten Variablen, die manuelle Maßnahmen Ihres Operators erfordern, besser automatisiert werden.
Beim Kantenstart mit Autogen kann flüssige Schlacke einen Weg durch die Blechtafel, und es wird sichergestellt, dass die Schlacke nicht nach oben spritzt. Dies schafft zwei Vorteile, ohne dass die Gefahr besteht, dass Schlacke in Richtung Brenner zurückspritzt. Erstens kann die Höhenkontrolle weiterhin zuverlässig verwendet werden, da die Schlacke nicht nach oben spritzt und die Höhenkontrolle zum Ausgleich nach oben bewegt wird und dadurch nicht die Gefahr besteht, die Kappe der Höhenkontrolle zu beschädigen. Die Verwendung eines Kantenstarts bedeutet weiterhin, dass der Autogen-Schneidprozess insgesamt deutlich stabiler ist.
Beim Durchstechen mit Sauerstoff variieren die Vorwärmzeiten beim Anwärmen der geschachtelten Blechtafel erheblich, weshalb der Bediener häufig während des Vorwärmvorgangs eingreifen muss, um vor dem Durchstechen eine Feineinstellung vorzunehmen. Wenn Sie diesen Prozess ausschalten können, der das Stechen nur erheblich beeinträchtigt, können Sie mannlose Schichten an der Maschine ausführen und gleichzeitig die Produktionskosten senken.
Profit per Schachtelung - reduzierte kosten pro teil
Das Eliminieren des Durchstechens zum Autogenschneiden in dickerem Material verringert auch den Teileabstand in Schachtelprogrammen. Der Einlauf zum Einstechen muss länger sein, da der erste Teil des Einlaufs zum Einstechen in das Material und zum langsamen Austreten der flüssigen Schlacke an der Blechoberseite entgegen der Brennerbewegung erfolgt. Durch Vorwärtsbewegen des Brenners während des Piercens spritzt die Schlacke nicht direkt zurück in den Brenner. Dadurch wird verhindert, dass der autogene Durchstechvorgang verzögert wird oder ganz gestoppt wird. Die Einlaufwege müssen eine bestimmte Mindestlänge haben, damit der Brenner das Material vollständig durchstechen kann, bevor mit dem eigentlichen Schneidprogramm begonnen wird.

Vergleichen Sie das Stechen mit dem Vorbohren, wenn flüssige Schlacke nach unten weggeblasen werden kann und der Einlauf kürzer und die Teile viel enger zusammengeschachtelt werden können. Bei Verwendung von vorgebohrten Löchern können mehr Teile ineinander verschachtelt werden, so dass das geschmolzene Material unter der Platte austreten kann. Je weniger Material Sie verbrauchen, desto effizienter ist die Schachtelung und desto optimierter ist der Materialeinsatz.
Je dicker Ihr Material ist, desto nachteiliger ist es, mehr Platz zwischen Teilen in einer Schachtelung zu lassen. Während die Materialkosten in erster Linie die Kosten pro Teil bestimmen, verbessert das Vorbohren mit Kantenstart die Schachtelausbeute und senkt die Produktionskosten im Vergleich zum zusätzlichen Einlaufabstand, der zum Stechen erforderlich ist.
Wenn Sie kleine, rechtwinklige Teile herstellen, können allein die Kosteneinsparungen durch die Verschachtelungsausbeute Kosteneinsparungen von zehntausenden Euros pro Jahr bedeuten, wenn Sie mehr Teile von jeder Verschachtelung erhalten. Die Vorteile des Vorbohrens und der Reduzierung des Einlaufweges sind umso größer, je mehr Teile geschnitten werden. Je kleiner die zu bearbeitenden Teile sind (dh je mehr Teile von einer einzelnen Blechtafel geschnitten werden), desto höher sind die Kosteneinsparungen durch das Vorbohren von Startlöchern. Dickeres Material spart im Vergleich zu dünnerem Material, bei dem der Unterschied nicht so groß ist, mehr Kosten durch Vorbohren im Vergleich zum Stechen.
Verbrauchskosten
"Ist das Vorbohren nicht teurer?" Auch hier ist diese Frage berechtigt, da Hartmetallspitzen im Vergleich zum Stechen definitiv verschleißen und die Kosten für diese Verbrauchsmaterialien erhöhen. Es ist jedoch wichtig, alle Kosten gegeneinander aufzurechnen, da Risiken mit Hilfe des Vorbohrens anstelle von Stechen ausgeschlossen werden können. Durch das Eliminieren von Lochstechen wird verhindert, dass Schlacke nach oben spritzt und möglicherweise andere Verbrauchsmaterialien beschädigt. Darüber hinaus können die zuvor genannten Vorteile in Bezug auf Automatisierung, Leistung und Verschachtelungsausbeute die zusätzlichen Hartmetallspitzen, die Sie das ganze Jahr über ersetzen müssen, problemlos kompensieren. Mit Maschinenbedienern, die schon andere Aufgaben ausführen können, während die Maschine automatisch produziert, sowie mit kürzeren Einlaufwegen ins Material, die eine bessere Teileausbeute ermöglichen, kann das Vorbohren mit Kantenstart Ihr Unternehmen bares Geld sparen. Kostenersparnis auf der einen Seite und höhere Stückzahl auf der anderen Seite sorgen gleichzeitig für Ihre Ertragssteigerung. Bei den Voortman-Blechbearbeitungsmaschinen können Sie unabhängig von der Materialstärke zwischen Stechen und Vorbohren wählen. Neugierig geworden, ob Autogenschneiden mit Vorbohren zu Ihrer Produktion passt? Kontaktieren Sie uns noch heute!