








- Automation
- Plate
- Drilling
- Oxy-fuel
- Fabrication
- Manufacturing
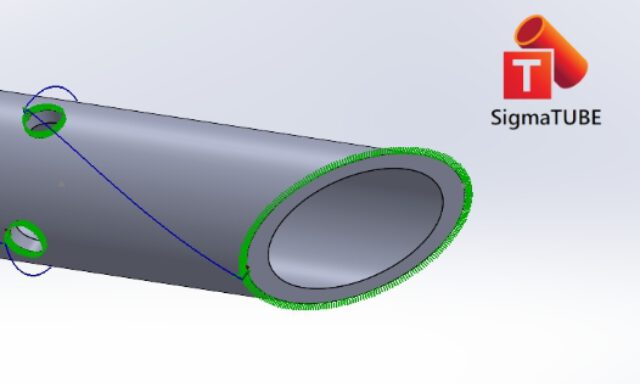
Can you benefit from pre-drilling instead of piercing? | oxy-fuel cutting
Pre-drilling start holes are useful by creating an edge so the oxy-fuel cutting process can start without piercing, also known as the edge-start process. By creating these pre-drilled start holes you reduce oxy-fuel preheat time and eliminate piercing time. This process creates a clean start by ensuring slag can leave the underside of the material with a much quicker result.
Piercing can be used as well, however at the start of a piercing process liquid slag cannot leave the cut at the bottom and it will act as a volcanic effect, splattering and leaving the cut upwards.
In this article, we’ll cover applications where pre-drilling before oxy-fuel cutting makes sense and how it offers improvements in speed, automation and nesting yield. The term edge-start process and piercing process are used as the two distinct processes in this article.
Speed - Save time by unmanned pre-drilling start holes overnight or during the weekend
Edge start vs. piercing comparison in 80 mm (3.125")
“Does pre-drilling always add more time and reduce my output?” Great question, it depends. If you are capable of running unmanned night or weekend shifts, then pre-drilling will always save you time no matter the material thickness from a time perspective. Drilling operations can be carried out overnight or during the weekend in your facility, utilizing the following CNC plate processing machines like the V310, V320 or V325.
A good example is that when pre-drilling holes vs piercing with an average thickness range from 30-100 mm (1.25”-4”), the time savings from using an edge-start compared to piercing is easily 10 seconds per start (see video above).
When you have a full nest with smaller parts, edge-starting in pre-drilled holes can save you several minutes to half-an-hour per nest depending on the number of parts. Check out the time comparison in the video above, between the edge-starting process compared to piercing with 80 mm (3.125”) thick material.
Night shift already filled with production?
Of course, if your night shift is or weekend shift is already filled with production, you’ll have to keep in mind that for thinner steel (up to around 30 mm/1.25”) pre-drilling will take more time compared to just piercing with the oxy-fuel torch. Above that thickness the time difference between pre-drilling and piercing is negligible, see the comparison in the video below.
Edge start (time for pre-drilling included) vs. Piercing comparison in 80 mm (3.125")

Automation
If you remove piercing from your process list all together, the cutting process can be more automated with less unknown variables that require manual work and clean up.
When edge-starting with oxy-fuel the molten material can find a way down through the plate ensuring slag doesn’t spray upward. This creates two advantages with no risk of slag flowing back up towards the torch. First, height control can continue to be used reliably because slag isn’t spraying upwards and forcing the height control to move up to compensate, and isn’t at risk of damaging the height control cap. Also, using an edge-start means the oxy-fuel cutting process is more stable.
With oxy-fuel piercing, pre-heating times vary significantly when the nested plate is heating up which is why operators often need to intervene during the pre-heating process to make a fine adjustment prior to piercing. Removing this process that only significantly affects piercing means being capable of running unmanned shifts at the machine and lowering production costs at the same time.
Nesting yield - reduced costs per part
Eliminating piercing for oxy-fuel cutting in thicker material also reduces the size of part spacing in nesting programs. The lead-in for piercing needs to be longer, as the first part of the lead-in is used for digging into the material and slowly letting the liquid material out of the cavity at the top in the opposite direction from the torch movement. By moving the torch forward during the pierce, slag doesn’t splatter directly into the torch, preventing it from stalling or stopping the oxy-fuel piercing process. Lead-ins must be of a certain minimum length to allow the torch to fully pierce the material before commencing with the cutting program.

Compare piercing to pre-drilling when molten material can be blown downward, and the lead-in can be shorter and parts can be nested much closer together. More parts can be nested when utilizing pre-drilled holes and allow the molten material to escape below the plate. The less material you use the more efficient the nest is and the greater the material usage.
The thicker your material the more the disadvantage it is to leave increased space between parts in a nest. While material cost is primarily defining the cost per part, pre-drilling with edge-start improves nesting yield and lowers production costs compared to the extra lead-in distance needed for piercing.
If you’re producing small, rectangular parts the cost-savings from nesting yield alone could mean cost savings of tens of thousands annually from getting more parts from each nesting. The benefits for pre-drilling and reducing the lead-in are compounded the more parts that are being cut, so the smaller the parts you are processing (meaning more parts cut from a single raw plate) the greater the cost savings from pre-drilling starting holes. Also, thicker material has greater cost savings from pre-drilling vs. piercing compared to thinner material, where the difference isn’t as noticeable.
Consumable costs
“Isn’t pre-drilling more expensive?” Again, it’s a great question to ask, and compared to piercing it definitely adds wear to carbide tips, and therefore increases the costs for those consumables. However, it’s important to weight all of the costs together, as there are risks that can be avoided by pre-drilling instead of piercing. Eliminating piercing from production prevents slag from splattering upwards and possibly damaging other consumables. Plus, the benefits in automation, output and nesting yield previously stated could easily make up for any added carbide tips you’d need to replace throughout the year. With operators able to take on other tasks while the machine processes automatically and smaller lead-ins allowing for better part yields, depending on the application in your production, pre-drilling with edge-starting could save your business money. With the Voortman plate processing machines, you’re free to choose piercing or pre-drilling no matter the thickness. Curious if oxy fuel cutting with pre-drilling fits your production? Contact us today!