
HOW STEEL THICKNESS AFFECTS CHOICE OF PLATE CUTTING TECHNOLOGY
BY MAURITS WEGHORST,
PRODUCT MANAGER AT VOORTMAN

Steel thickness directly affects cut quality, speed, costs, and practicality throughout the production process. Do you work with thin or thick steel? Do you aim for precision? Or do you require brute cutting power? Let’s find out how steel thickness determines which cutting technology is best for your plate processing needs.
Selecting the right plate cutting technology based on steel thickness
Laser and plasma cutting each excel in different steel thickness ranges. Lasers deliver highly focused energy, making them ideal for thin to medium plates (typically from 1 to 25 mm/0,04-1”) where speed and precision matter most. Lasers can cut steel from roughly 35 to 100 mm (1,38-4”). However, to truly benefit from laser speed and quality, continuous production of steel plates with a thickness > 50 mm (2”) is not recommended. Cuts beyond 50 mm (2”) can be handled occasionally, but not for daily throughput.
Did you know that laser cut quality is directly tied to laser power? A simple rule: kilowatts ≈ millimeters for clean cuts. A 40-kW laser delivers high‑quality cuts up to at least 30 mm (1,18”), with cut quality at 50 mm (2”) still comparable to plasma. To achieve clean, oxidation‑free edges at these plate thicknesses requires sufficient laser power and the use of nitrogen or a suitable gas mix.
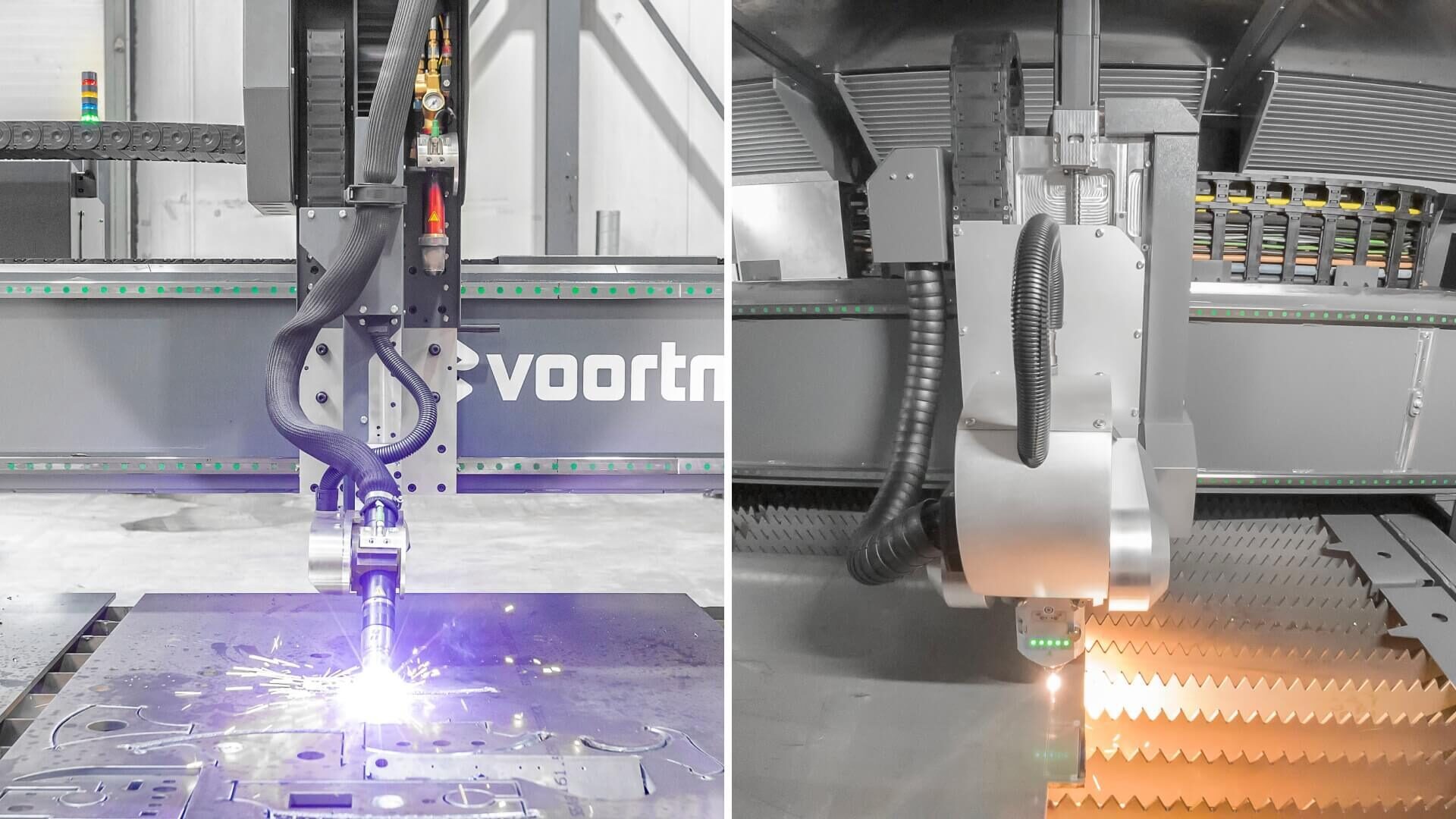
Plasma cutting is best suited for the thicker end of the material range. Its wider kerf and more powerful arc make it unsuitable for thin material, but highly effective from around 5 mm (0,2”) up to 75 (3”) or even 100 mm (4”). When you mainly process plates with a thickness of 25 mm (1”) or more (especially in the 30–75 mm/1,18-3” range) plasma is the stronger, more economical choice.
Then there is oxy-fuel cutting. This is a cost-effective choice for thick steel. It is slow, but efficient for steel thicknesses > 75 mm (3”).
In short: if your bulk is thin to medium steel thickness (1–25 mm/0,04-1”) go with laser cutting, choose plasma cutting for medium to thick steel (25–75 mm/1-3”), and opt for oxy‑fuel cutting for very thick steel (beyond 75 mm/3”).



Do you want to learn more on how plasma and laser cutting differ in cost, speed and cut quality? Check out our knowledge base article to get a clear comparison.
Laser cutting different thickness, type and size of material
Laser is the future of steel processing, so let’s dive deeper into which thickness, type and size of material fiber lasers can cut. We now know that fiber lasers can cut steel from as thin as 1 mm (0,04”) up to around 100 mm (4”). However, they deliver peak speed and efficiency up to a thickness of about 25 mm (1”). This covers the majority of plate processing applications.
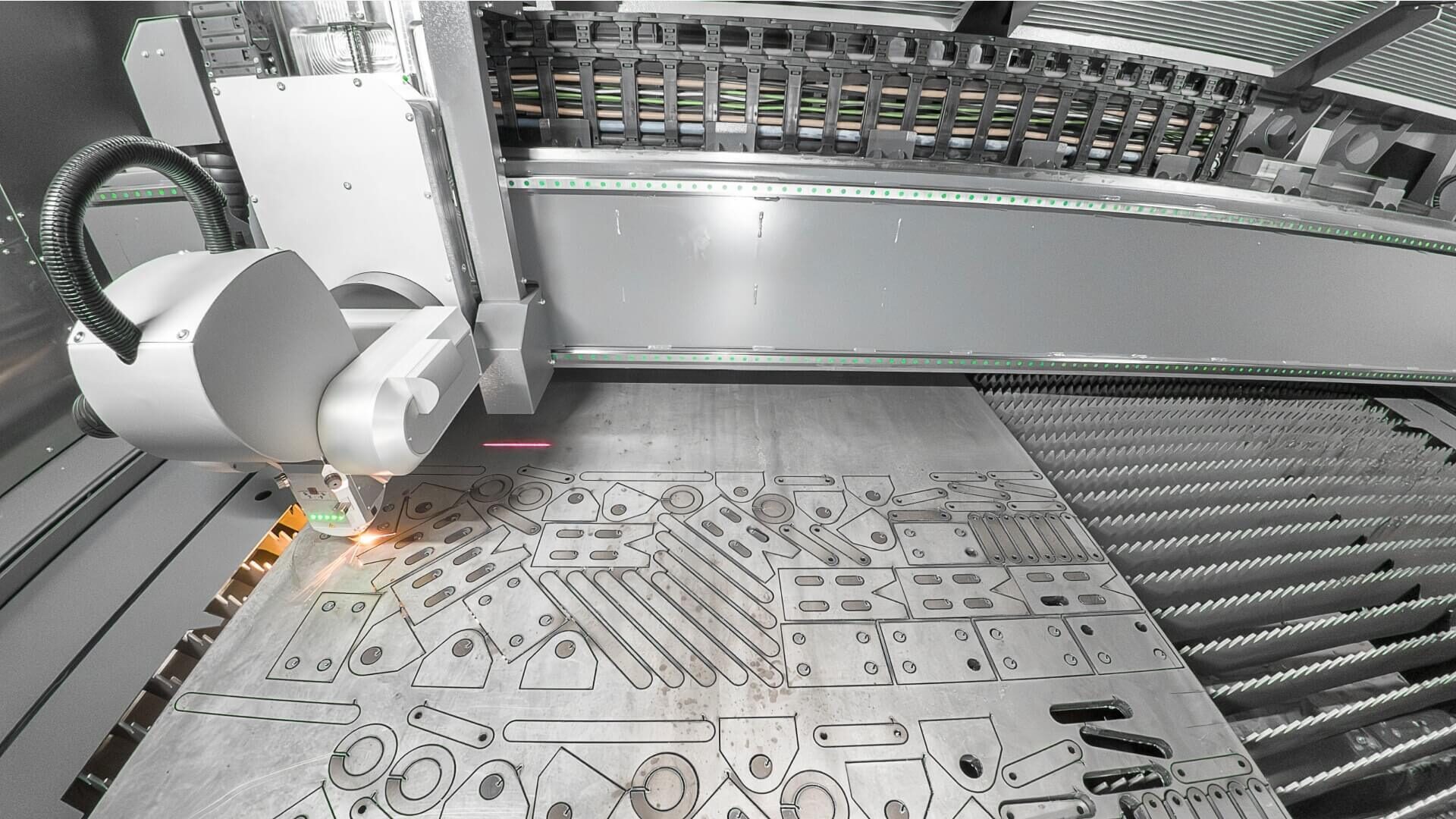
Depending on the laser source power, fiber lasers can process different types of material; mild steel, stainless steel, coated steel, as well as aluminum, copper, and brass. To achieve optimal cutting performance, the material must be clean and consistent. Rust, oil, shot blasted, or uneven surfaces may reduce speed and cut quality.
Fiber lasers are suitable for steel processing up to EN1090/ AISC execution class 3. This allows steel processors to replace separate drilling operations with a single, highly efficient laser cutting solution. The machine size determines the material size you can process, ranging from small to very large sheets.
QUESTIONS AFTER READING THIS ARTICLE?
Still have questions about how steel thickness determines which plate cutting technology is most suitable for your steel processing needs? Click the button below to contact us and our experts will get back to you.