
Plasma vs. laser cutting: What you should know
BY STEF ROHAAN, PRODUCT MANAGER AT VOORTMAN
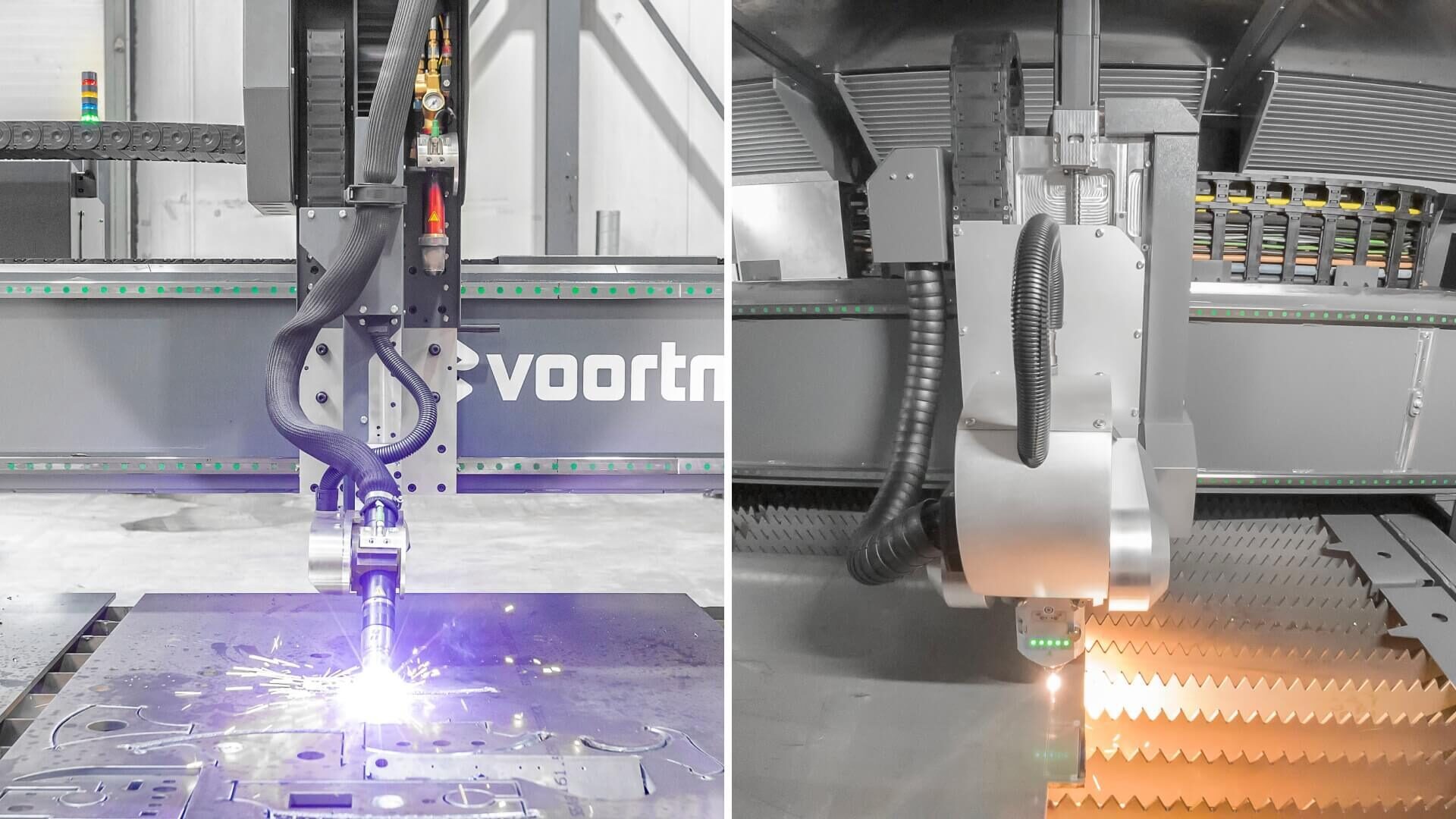
Most articles about plasma vs. laser cutting focus only on technical specs. However, choosing the right technology requires a broader view. In this article, you’ll learn how both technologies differ in cost, speed, cut quality, and material thickness. You’ll also explore why the most important factor isn’t the technology or machine itself, but how well it fits your actual workflow.
Plasma vs. laser cutting: Costs explained
Plasma and laser cutting costs differ most clearly in two areas: the investment cost and the operational cost. A plasma machine has a lower purchase price, so it’s cheaper to start with. A laser machine requires a higher upfront investment. The interesting part comes after the machine is installed. Running a laser is generally cheaper than running a plasma system.
Once the machine is running, operational costs become the deciding factor. These costs are shaped by energy use, consumables, and maintenance:
- Energy use works differently for both technologies. Laser is more energy efficient on thin material, while on thicker plates it can consume more power than plasma. The crossover varies by material, gas type and laser power.
- Consumables create one of the biggest cost gaps. Plasma systems rely on several consumable parts. Think about nozzles, electrodes, swirl rings, and shield caps that wear out quickly. Replacing them leads to annual costs in the range of €10,000–€15,000. Laser systems need only a nozzle and a protective lens, so yearly consumable costs are just about €2,000. Yet, lasers are able to massively increase output.
- Maintenance follows the same pattern. Plasma machines have more parts that wear out and need replacing, which adds up to about €3,800 in maintenance costs per year. Fiber lasers have fewer wear sensitive parts, reducing annual maintenance to roughly €2,650.
There is no single answer to which technology is cheaper: plasma or laser. Plasma costs less to buy, while laser is usually cheaper to operate. That advantage comes from higher output in in the thicknesses most steel processors work with, fewer consumables, and less maintenance. But the balance can shift. On thicker plates, laser may use more energy than plasma. And your output requirements also influence what makes the most financial sense. This means plasma can be more expensive in some situations, while laser can be more expensive in others.
At Voortman, we therefore recommend that customers share their production data with us. By looking at real numbers (such as shift utilization, material mix, and required output) we can calculate which technology is truly the most cost‑effective for their situation. The right choice always depends on your materials, your production demands, and the quality you expect.
Difference in speed between plasma vs. laser cutting
Laser cutting often goes faster than plasma cutting. How much faster depends on the material thickness and the laser’s power. In many practical situations, a laser system has a clear speed advantage. For example, a 15 kW laser can cut steel about 65% faster than a standard 300A plasma system. Depending on how thick the steel is, lasers can be up to 350% faster.
The speed of plasma cutting and laser cutting varies based on how thick the material is and how much power is used. It is not a constant feature. For that reason, it isn’t accurate to say that one technology is always faster. It’s better to focus on the situations where one clearly outperforms the other.
Laser can be faster than plasma when cutting steel up to 25 mm. Although this depends on your laser power. The laser removes material more efficiently than plasma in this range, which makes it faster. Speed also increases significantly with higher laser power (from 12kW and up). More power means more energy in the cutting process, resulting in faster cutting speeds and better pierce times.
Example: plasma vs. laser cutting speed up to 25 mm
At Voortman, we analyzed cutting speed differences between plasma and laser based on a realistic production mix. We did so because steel fabricators usually work with a range of plate thicknesses, varying part geometries, and mixed material batches.
The comparison below includes a balanced spread of a production mix with steel thicknesses up to 25 mm. It evaluates how much faster a laser machine performs when equipped with different power levels.
- 10 kW laser power: 1,3 times faster than plasma.
- 12 KW laser power: 2 times faster than plasma.
- 15 kW laser power: 2,4 times faster than plasma.
- 20 kW laser power: 2,8 times faster than plasma.


Laser vs. plasma cutting: Which has better cut quality?
Laser and plasma cutters produce different types of cut quality because they use different cutting principles. Plasma creates a high energy arc that melts the material and blows it out of the kerf. This produces a sharp cut with relatively little dross, giving a surface that usually needs only light finishing. However, plasma consumables wear. And as they degrade, cut quality also declines.
A fiber laser works differently. It focuses energy into a very small spot, which creates a narrow, controlled kerf. Because the beam is so concentrated, the edges come out smoother and cleaner than with plasma. Therefore a laser machine can follow very small geometries and filigree contours. This precision also allows tighter tolerances. Laser can handle delicate features such as tiny notches or intricate internal shapes. Fiber laser cutting creates edges and hole contours that are so clean, square and smooth that you no longer need to drill the holes afterward.
As said before, a laser uses fewer consumables. Those laser consumables wear more slowly than plasma consumables. That's why laser cuts remains stable from the first part to the last, with far fewer fluctuations during production.
Laser = highest precision
- Very small kerf
- Smooth edges
- Tight tolerances
- Ideal for small geometries, fine details, filigree contours
Plasma = Good quality for general work
- Wider kerf
- Little more slag/dross
- Minimal grinding/finishing
- Not suited for very fine details
Steel thickness in plasma vs. laser cutting
Laser and plasma cutting each have their own ideal material thickness range. The difference comes from how each technology delivers energy into the steel. A laser beam is extremely focused. It is well suited for thinner and medium thickness plates where precision is important. With today’s high-power fiber sources, lasers can cut roughly 35 to 100 mm. At Voortman we don’t recommend using the laser for continuous production above 50 mm. Anything above 50 mm should be seen mainly as an additional capability, not a daily production range. It gives you the flexibility to take on occasional jobs in those thickness ranges.
Laser cutting quality depends strongly on your chosen laser power. With a 40 kW laser, you achieve high quality results up to at least 30 mm. Even at 50 mm, the cut quality is still comparable to plasma. For clean, oxidation free cuts, you need a nitrogen or gas mix and enough power to support it.
A simple rule of thumb is: laser power roughly equals material thickness for clean cuts.
Plasma cutting fits a different part of the thickness spectrum. Because the plasma arc is powerful and the kerf is wider, plasma is not ideal for thin sheet. It puts too much heat into delicate material and cannot achieve the same precision as a laser. Plasma systems begin to make sense from around 5 mm. They remain highly effective all the way up to 100 mm, depending on the plasma source. Plasma is the stronger choice when most of your bulk materials is above 25 mm. Especially if you still have a lot of work to be done in the 30-75 mm range. That’s why the typical cutting ranges look like this:
- Laser 1–25 mm
- Plasma 25–75 mm
- Oxy‑fuel 75–200 mm

Plasma vs. Laser: What tech is better?
When choosing between plasma and laser cutting, the real decision goes far beyond cutting speed or cut quality. Those technical differences matter. But, they don’t determine whether a machine will actually deliver value inside a production environment. What really matters is how well the machine fits the way you work each day.
When does a laser become truly valuable? If you can keep it running for enough hours to take advantage of its speed, precision, and low operational costs. Extra capacity like unmanned night shifts, weekend shifts, or automated loading and unloading has a major influence on how profitable a laser can be. If those hours aren’t available, the theoretical speed advantage doesn’t translate into more output.
This is why utilization is often more important than raw cutting speed. A machine that is technically very fast but only runs two hours a day will not increase the output of that cost center. On the other hand, a slightly slower machine that runs reliably for full shifts can produce much more steel per year. The actual return on investment comes from total output, not peak cutting speed.
The question one should ask is not “What technology is better?”. No, it's “which machine gives me the most output for my investment within my production reality?” The answer depends on different factors. For example, available labor, desired autonomy, production planning, plate thickness mix, and how much buffer capacity is needed.
At Voortman we take this view seriously. We offer both plasma and laser technology, because each has strengths in different situations. That lets us remain unbiased and help customers choose the technology that fits their actual production needs. Not the one that just fits our product portfolio.
Because in the end, some prioritize flexibility, others want the more output, and others care more about handling complex features or mixed batches. What really matters is that the machine supports your end goal and the way you produce. That’s why the best choice is the one that fits your reality, not a generic plasma vs. laser comparison.
QUESTIONS AFTER READING THIS ARTICLE?
Still have questions about plasma vs. laser cutting? Click the button below to contact us and our experts will get back to you.