
Plasma vs. lasersnijden: wat u moet weten
DOOR STEF ROHAAN, PRODUCT MANAGER BIJ VOORTMAN
De meeste artikelen over plasma- versus lasersnijden richten zich alleen op technische specificaties. Voor het kiezen van de juiste technologie is echter een bredere kijk nodig. In dit artikel leert u hoe beide technologieën verschillen op het gebied van kosten, snelheid, snijkwaliteit en materiaaldikte. U ontdekt ook waarom de belangrijkste factor niet de technologie of de machine zelf is, maar hoe goed deze aansluit bij uw daadwerkelijke workflow.
Plasma vs. lasersnijden: kosten uitgelegd
De kosten van plasma- en lasersnijden verschillen het duidelijkst op twee gebieden: de investeringskosten en de operationele kosten. Een plasmasnijmachine heeft een lagere aanschafprijs, dus is het goedkoper om mee te beginnen. Een lasermachine vereist een hogere initiële investering. Het interessante gedeelte begint nadat de machine is geïnstalleerd. Het draaiende houden van een lasermachine is over het algemeen goedkoper dan het draaiende houden van een plasmamachine.
Zodra de machine draait, worden de operationele kosten de doorslaggevende factor. Deze kosten worden bepaald door energieverbruik, consumables en onderhoud:
- Het energieverbruik werkt bij beide technologieën anders. Laser is energiezuiniger bij dun materiaal, terwijl het bij dikkere platen meer stroom kan verbruiken dan plasma. De grens varieert per materiaal, gastype en laservermogen.
- Consumables vormen een van de grootste kostenverschillen. Plasmasystemen zijn afhankelijk van verschillende consumables. Denk aan nozzles, elektroden, wervelringen en afschermkappen die snel verslijten. Het vervangen hiervan leidt tot jaarlijkse kosten tussen de € 10.000 en € 15.000. Lasersystemen hebben alleen een nozzle en een beschermende lens nodig, dus de jaarlijkse kosten voor consumables bedragen slechts rond de € 2.000. Toch kunnen lasers de output enorm verhogen.
- Onderhoud volgt hetzelfde patroon. Plasmamachines hebben meer onderdelen die slijten en vervangen moeten worden, wat neerkomt op ongeveer € 3.800 aan onderhoudskosten per jaar. Vezellasers hebben minder slijtagegevoelige onderdelen, waardoor de jaarlijkse onderhoudskosten dalen tot ongeveer € 2.650.
Er is geen eenduidig antwoord op de vraag welke technologie goedkoper is: plasma of laser. Plasma is goedkoper in aanschaf, terwijl laser meestal goedkoper is in gebruik. Dat voordeel komt voort uit een hogere output in de diktes waar de meeste staalbewerkers mee werken, minder consumables en minder onderhoud. Maar de balans kan verschuiven. Bij dikkere platen kan laser méér energie verbruiken dan plasma. En uw outputvereisten beïnvloeden ook wat financieel het meest zinvol is. Dit betekent dat plasma in sommige situaties duurder kan zijn, terwijl laser in andere situaties duurder kan zijn.
Bij Voortman raden we klanten daarom aan om hun productiegegevens met ons te delen. Door te kijken naar de werkelijke cijfers (zoals de bezettingsgraad per ploeg, de materiaalmix en de vereiste output) kunnen we berekenen welke technologie werkelijk het meest kosteneffectief is in hun situatie. De juiste keuze hangt altijd af van uw materialen, uw productie-eisen en de kwaliteit die u verwacht.
Verschil in snelheid tussen plasma- en lasersnijden
Lasersnijden gaat vaak sneller dan plasmasnijden. Hoeveel sneller hangt af van de materiaaldikte en het vermogen van de laser. In veel praktische situaties heeft een lasersysteem een duidelijk snelheidsvoordeel. Een 15 kW-laser kan staal ongeveer 65% sneller snijden dan een standaard 300A-plasmasysteem bijvoorbeeld. Afhankelijk van de dikte van het staal kunnen lasers tot wel 350% sneller zijn.
De snelheid van plasmasnijden en lasersnijden varieert afhankelijk van de dikte van het materiaal en het gebruikte vermogen. Het is geen constante factor. Daarom is het niet juist om te zeggen dat de ene technologie altijd sneller is dan de andere. Het is beter om je te richten op de situaties waarin de ene technologie duidelijk beter presteert dan de andere.
Laser kan sneller zijn dan plasma bij het snijden van staal tot 25 mm. Hoewel dit afhangt van het vermogen van uw laser. De laser verwijdert materiaal in dit bereik efficiënter dan plasma, waardoor het sneller is. De snelheid neemt ook aanzienlijk toe bij een hoger laservermogen (vanaf 12 kW). Meer vermogen betekent meer energie in het snijproces, wat resulteert in hogere snijsnelheden en kortere instoottijden.
Voorbeeld: snijsnelheid van plasma vs. laser tot 25 mm
Bij Voortman hebben we de verschillen in snijsnelheid tussen plasma en laser geanalyseerd op basis van een realistische productiemix. We deden dat omdat staalbouwers doorgaans werken met uiteenlopende plaatdiktes, verschillende onderdeelvormen en gemengde materiaalpartijen.
De onderstaande vergelijking omvat een evenwichtige spreiding van een productiemix met staaldiktes tot 25 mm. Hierin wordt geëvalueerd hoeveel sneller een lasermachine presteert wanneer deze is uitgerust met verschillende vermogensniveaus.
- 10 kW laservermogen: 1,3 keer sneller dan plasma.
- 12 kW laservermogen: 2 keer sneller dan plasma.
- 15 kW laservermogen: 2,4 keer sneller dan plasma.
- 20 kW laservermogen: 2,8 keer sneller dan plasma.


Laser- versus plasmasnijden: wat levert de betere snijkwaliteit op?
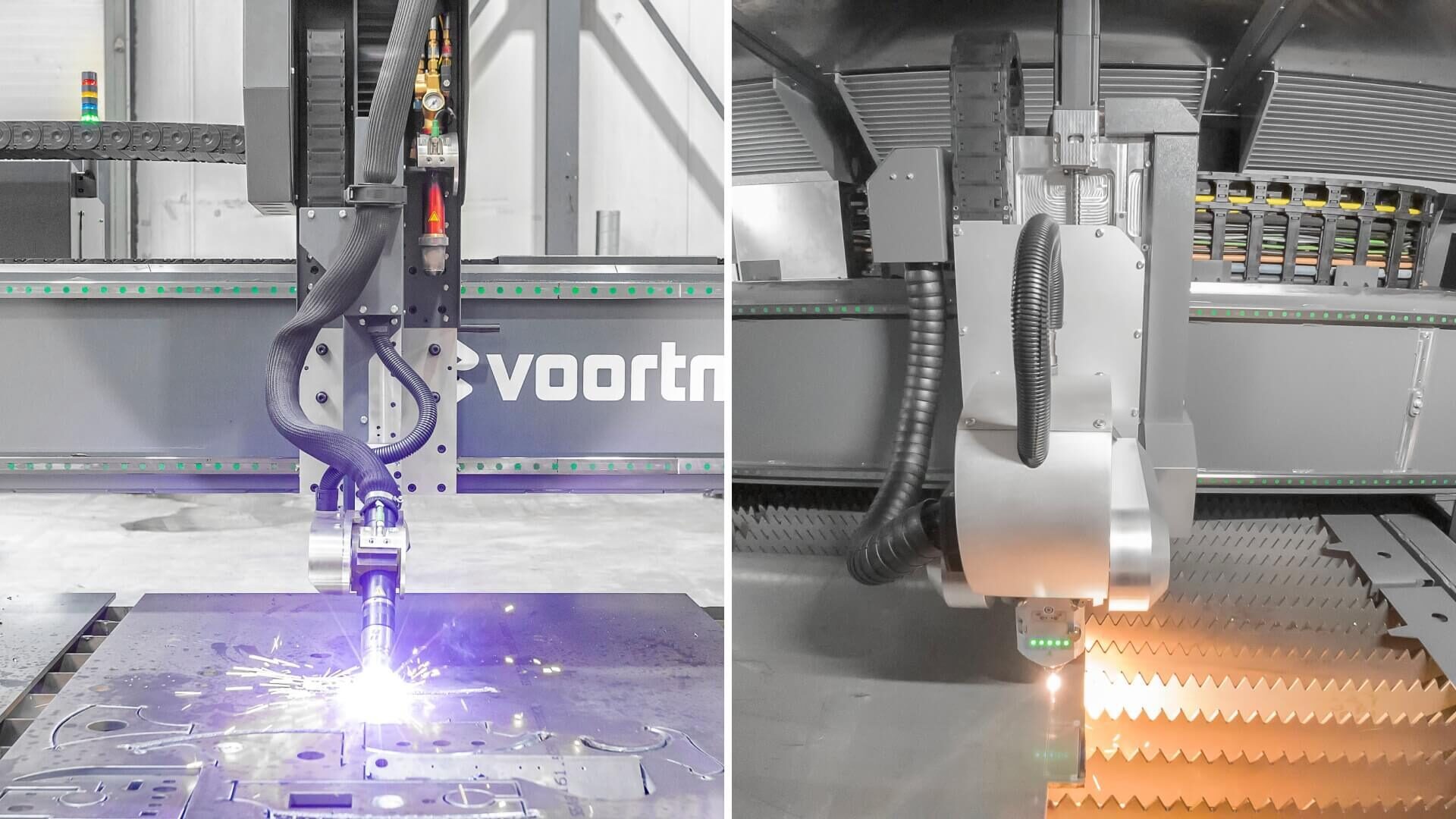
Laser en plasma snijders produceren verschillende soorten snijkwaliteit omdat ze verschillende snijprincipes gebruiken. Plasma creëert een boog met hoge energie die het materiaal smelt en uit de snede blaast. Dit levert een scherpe snede op met relatief weinig slakken, waardoor een oppervlak ontstaat dat meestal slechts licht nabewerkt hoeft te worden. Plasmaconsumables slijten echter. En naarmate deze verslijten, neemt ook de snijkwaliteit af.
Een fiberlaser werkt anders. Het concentreert de energie op een zeer klein punt, waardoor een smalle, gecontroleerde snede ontstaat. Omdat de laserstraal zo geconcentreerd is, zijn de randen gladder en zuiverder dan bij plasma. Daarom kan een lasermachine zeer kleine geometrieën en delicate contouren volgen. Deze precisie maakt ook krappere toleranties mogelijk. Laserbewerking is geschikt voor delicate details zoals kleine inkepingen of ingewikkelde interne vormen. Fiberlasersnijden creëert randen en gatcontouren die zo schoon, haaks en glad zijn dat u de gaten achteraf niet meer hoeft te boren.
Zoals eerder gezegd, verbruikt een laser minder consumables. De consumables slijten langzamer dan die van een plasmasnijder. Daarom blijft de lasersnede stabiel van het eerste tot het laatste onderdeel, met veel minder schommelingen tijdens de productie.
Laser = hoogste precisie
- Zeer smalle snijbreedte
- Gladde randen
- Nauwkeurige toleranties
- Ideaal voor kleine geometrieën, fijne details, delicate contouren
Plasma = Goede kwaliteit voor algemeen werk
- Bredere snijbreedte
- Iets meer slag/afval
- Minimaal slijpen/nabewerken
- Niet geschikt voor zeer fijne details
Staaldikte bij plasma- vs. lasersnijden
Laser- en plasmasnijden hebben elk hun eigen ideale materiaaldiktebereik. Het verschil zit hem in de manier waarop elke technologie energie in het staal afgeeft. Een laserstraal is uiterst gefocust. Deze is zeer geschikt voor dunne en middelzware platen waarbij precisie belangrijk is. Met de krachtige fiberbronnen van vandaag de dag kunnen lasers platen van ongeveer 35 tot 100 mm snijden. Bij Voortman raden we het gebruik van de laser voor continue productie boven 50 mm af. Alles boven de 50 mm moet vooral worden gezien als een extra mogelijkheid, niet als een dagelijks productiegebied. Het biedt u de flexibiliteit om af en toe opdrachten in dat diktebereik aan te nemen.
De kwaliteit van het lasersnijden hangt sterk af van het door u gekozen laservermogen. Met een laser van 40 kW bereikt u hoogwaardige resultaten tot minstens 30 mm. Zelfs bij 50 mm is de snijkwaliteit nog steeds vergelijkbaar met die van plasma. Voor zuivere, oxidatievrije sneden hebt u stikstof of een gas mix nodig en voldoende vermogen om dit te ondersteunen.
Een eenvoudige vuistregel is: het laservermogen is ongeveer gelijk aan de materiaaldikte voor zuivere sneden.
Plasmasnijden past in een ander deel van het diktespectrum. Omdat de plasmaboog krachtig is en de snijbreedte groter is, is plasma niet ideaal voor dunne plaat. Het brengt te veel warmte in kwetsbaar materiaal en kan niet dezelfde precisie bereiken als een laser. Plasmasystemen worden pas zinvol vanaf ongeveer 5 mm. Ze blijven zeer effectief tot wel 100 mm, afhankelijk van de plasmabron. Plasma is de betere keuze wanneer het grootste deel van uw materiaal dikker is dan 25 mm. Vooral als u nog veel werk heeft in het bereik van 30-75 mm. Daarom zien de typische snijbereiken er als volgt uit:
- Laser 1–25 mm
- Plasma 25–75 mm
- Autogeen 75–200 mm

Plasma versus laser: welke technologie is beter?
Bij de keuze tussen plasma en laser snijden gaat de echte beslissing veel verder dan snijsnelheid of snijkwaliteit. Die technische verschillen zijn belangrijk. Maar ze bepalen niet of een machine daadwerkelijk waarde toevoegt binnen een productieomgeving. Wat echt telt, is hoe goed de machine aansluit bij de manier waarop u dagelijks werkt.
Wanneer wordt een laser echt waardevol? Als u de laser voldoende uren kunt laten draaien om te profiteren van de snelheid, precisie en lage operationele kosten. Extra capaciteit, zoals onbemande nachtdiensten, weekenddiensten of geautomatiseerd laden en lossen, heeft een grote invloed op hoe winstgevend een laser kan zijn. Als die uren niet beschikbaar zijn, vertaalt het theoretische snelheidsvoordeel zich niet in meer output.
Daarom is de benuttingsgraad vaak belangrijker dan de ruwe snijsnelheid. Een machine die technisch gezien erg snel is, maar slechts twee uur per dag draait, zal de output van die kostenpost niet verhogen. Aan de andere kant kan een iets langzamere machine die betrouwbaar volledige diensten draait, veel meer staal per jaar produceren. Het werkelijke rendement op de investering komt voort uit de totale output, niet uit de pieksnijsnelheid.
De vraag die men zich moet stellen is niet “Welke technologie is beter?”. Nee, het is: "Welke machine levert mij de meeste output op voor mijn investering binnen mijn productiesituatie?" Het antwoord hangt af van verschillende factoren. Bijvoorbeeld de beschikbare arbeidskrachten, de gewenste autonomie, de productieplanning, de mix van plaatdiktes en hoeveel buffercapaciteit er nodig is.
Bij Voortman nemen we dit standpunt serieus. Wij bieden zowel plasma- als lasertechnologie aan, omdat beide sterk zijn in verschillende situaties. Daardoor kunnen we onbevooroordeeld blijven en klanten helpen de technologie te kiezen die past bij hun daadwerkelijke productiebehoeften. Niet degene die gewoon in ons productportfolio past.
Want uiteindelijk geven sommigen prioriteit aan flexibiliteit, willen anderen meer output en hechten weer anderen meer waarde aan de verwerking van complexe kenmerken of gemengde batches. Wat echt telt, is dat de machine uw einddoel en uw manier van produceren ondersteunt. Daarom is de beste keuze degene die bij uw situatie past, en niet een algemene vergelijking tussen plasma en laser.
HEEFT U VRAGEN NA HET LEZEN VAN DIT ARTIKEL?
Heeft u nog vragen over plasma vs. lasersnijden? Klik op de onderstaande knop om contact met ons op te nemen. Onze experts nemen dan contact met u op.