
HOE STAALDIKTE DE KEUZE VOOR PLAAT-SNIJTECHNOLOGIE BEÏNVLOEDT
DOOR MAURITS WEGHORST,
PRODUCTMANAGER BIJ VOORTMAN

De staaldikte heeft een directe invloed op de snijkwaliteit, snelheid, kosten en praktische uitvoerbaarheid gedurende het hele productieproces. Werkt u met dun of dik staal? Streeft u naar precisie? Of heeft u brute snijkracht nodig? Laten we eens kijken hoe de staaldikte bepaalt welke snijtechnologie het meest geschikt is voor uw plaatbewerkingsbehoeften.
Kies de juiste plaat-snijtechnologie op basis van staaldikte
Laser- en plasmasnijden blinken elk uit in verschillende staaldiktebereiken. Lasers leveren zeer geconcentreerde energie, waardoor ze ideaal zijn voor dunne tot middelzware platen (meestal van 1 tot 25 mm/0,04-1”), waarbij snelheid en precisie het belangrijkst zijn. Lasers kunnen staal snijden met een dikte van ongeveer 35 tot 100 mm (1,38-4”). Om echt te profiteren van de snelheid en kwaliteit van lasers, wordt continue productie van staalplaten met een dikte > 50 mm (2”) niet aanbevolen. Platen van meer dan 50 mm (2”) kunnen af en toe worden verwerkt, maar niet voor de dagelijkse doorvoer.
Wist u dat de kwaliteit van lasersnijden rechtstreeks verband houdt met het laservermogen? Een eenvoudige regel: kilowatt ≈ millimeter voor zuivere sneden. Een laser van 40 kW levert hoogwaardige sneden tot ten minste 30 mm (1,18”), waarbij de snijkwaliteit bij 50 mm (2”) nog steeds vergelijkbaar is met die van plasma. Om bij deze plaatdiktes zuivere, oxidatievrije randen te verkrijgen, is voldoende laservermogen en het gebruik van stikstof of een geschikt gasmengsel vereist.
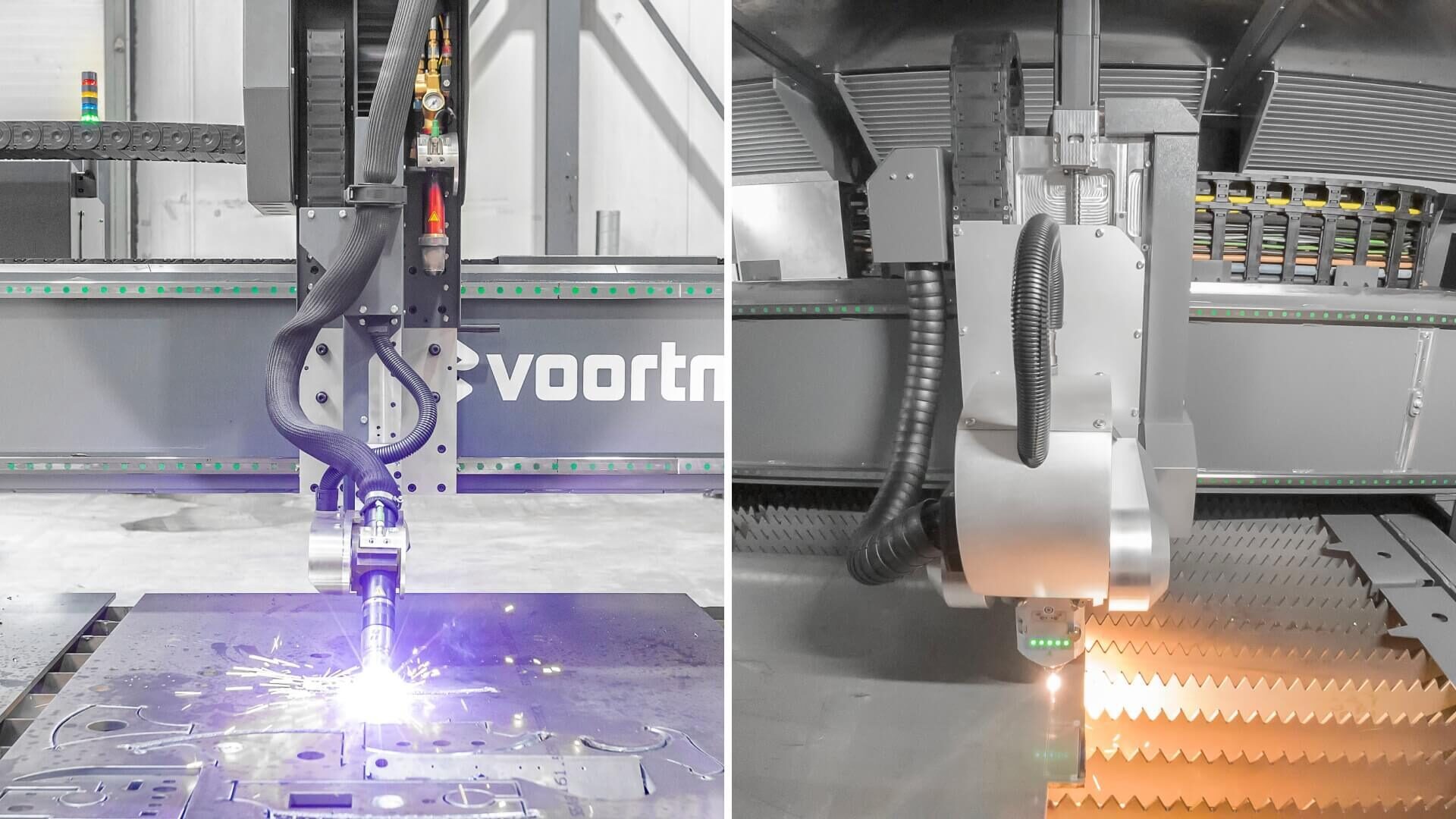
Plasmasnijden is het meest geschikt voor het dikkere deel van het materiaalbereik. Door de bredere snijbreedte en de krachtigere boog is het ongeschikt voor dun materiaal, maar zeer effectief vanaf ongeveer 5 mm (0,2”) tot 75 (3”) of zelfs 100 mm (4”). Wanneer u voornamelijk platen met een dikte van 25 mm (1”) of meer bewerkt (met name in het bereik van 30–75 mm/1,18-3”), is plasma de sterkere, zuinigere keuze.
Dan is er nog autogeen snijden. Dit is een kosteneffectieve keuze voor dik staal. Het is traag, maar efficiënt voor staaldiktes > 75 mm (3”).
Kortom: als het merendeel van uw staal dun tot middelmatig dik is (1–25 mm/0,04–1”) kies dan voor lasersnijden, kies plasmasnijden voor staal met een dikte van gemiddeld tot dik (25–75 mm/1-3”) en ga voor autogeen snijden bij zeer dik staal (meer dan 75 mm/3”).



Wilt u meer weten over hoe plasma- en lasersnijden verschillen in kosten, snelheid en snijkwaliteit? Bekijk ons kennisbankartikel voor een duidelijke vergelijking.
Lasersnijden van verschillende diktes, soorten en afmetingen van materiaal
Laser is de toekomst van staalbewerking, dus laten we eens dieper ingaan op welke dikte, soort en afmeting van materiaal fiberlasers kunnen snijden. We weten nu dat fiberlasers staal kunnen snijden van zo dun als 1 mm (0,04”) tot ongeveer 100 mm (4”). Ze leveren echter maximale snelheid en efficiëntie tot een dikte van ongeveer 25 mm (1”). Dit dekt het merendeel van de toepassingen voor plaatbewerking.
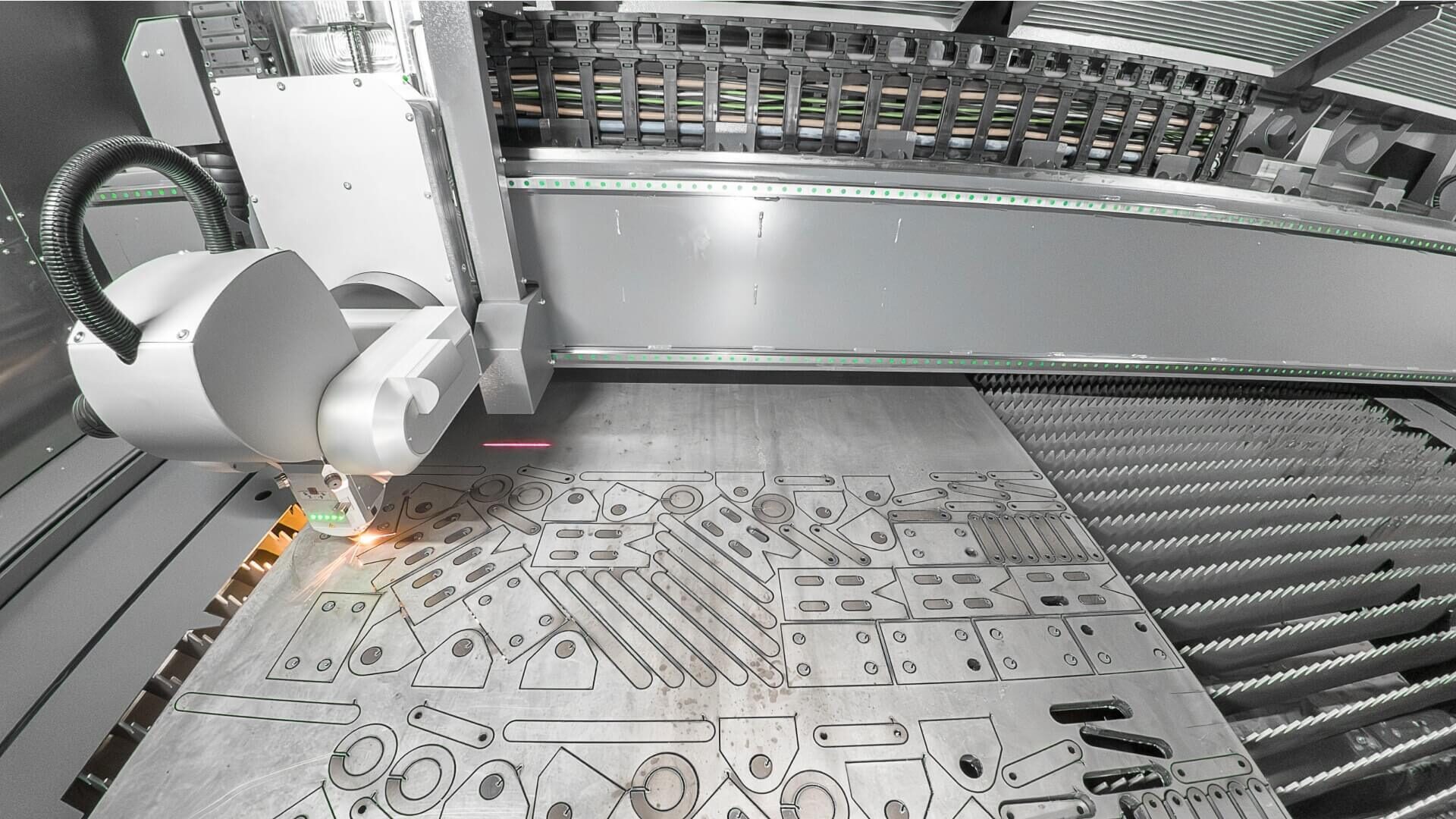
Afhankelijk van het vermogen van de laserbron kunnen fiberlasers verschillende soorten materiaal bewerken: constructiestaal, roestvrij staal, gecoat staal, maar ook aluminium, koper en messing. Om optimale snijprestaties te bereiken, moet het materiaal schoon en consistent zijn. Roest, olie, gestraalde of oneffen oppervlakken kunnen de snelheid en snijkwaliteit verminderen.
Fiberlasers zijn geschikt voor staalbewerking tot EN1090/AISC-uitvoeringsklasse 3. Hierdoor kunnen staalbewerkers afzonderlijke boorbewerkingen vervangen door één enkele, zeer efficiënte lasersnijoplossing. De afmetingen van de machine bepalen de materiaalgrootte die u kunt gebruiken voor de bewerking, variërend van kleine tot zeer grote platen.
HEEFT U VRAGEN NA HET LEZEN VAN DIT ARTIKEL?
Heeft u nog vragen over hoe de staaldikte bepaalt welke plaat-snijtechnologie het meest geschikt is voor uw behoefte aan staalbewerking? Klik op de onderstaande knop om contact met ons op te nemen. Onze experts helpen u graag.