Automatisches sandstrahlen: erhalten sie eine saubere Stahloberfläche
Eine saubere Stahloberfläche
Das Sandstrahlen ist ein Verfahren, das für Stahlprofile und Stahlplatten verwendet wird, um Ihre Stahloberfläche zu reinigen, bevor sie lackiert oder geschweißt wird. Das Sandstrahlen entfernt Metalloxid, Walzzunder und andere Verunreinigungen von Ihrer Stahloberfläche, was für eine zuverlässige Haftung einer Grundierung oder eines Deckanstrichs im Nachgang notwendig ist. Anstatt Ihre Stahloberfläche in einem manuellen, zeitaufwendigen Verfahren optimal zu veredeln, bietet Voortman den Sandstrahlprozess auf der automatischen Sandstrahlmaschine der VSB-Reihe an. Diese Maschine ist nach dem Schleuderradstrahlprinzip gebaut, was bedeutet, dass eine elektrisch angetriebene Turbine elektrische Energie in Hochgeschwindigkeitsstrahlen mit Strahlmittel umwandelt, um Ihr Material zu reinigen. Bei maximaler Drehzahl kann diese Turbine eine Schleifmittelmenge von 275 kg pro Minute erzeugen. Diese großen Mengen an Strahlmittel sorgen dafür, dass Ihre Stahloberfläche mit sehr hoher Geschwindigkeit mit den besten Ergebnissen gereinigt wird, was Ihnen viel Zeit spart und Ihre Effizienz erhöht.
Nachdem die Stahloberfläche gestrahlt wurde, wird der Stahl durch eine Bürsten-/Abblasvorrichtung gereinigt, woraufhin das Strahlmittel gesammelt und der Staub gefiltert wird. Das Strahlmittel mit der Verunreinigung aus dem Stahl wird in einem Abscheider gereinigt.
Strahlarbeiten in einer gesamten Produktionslinie
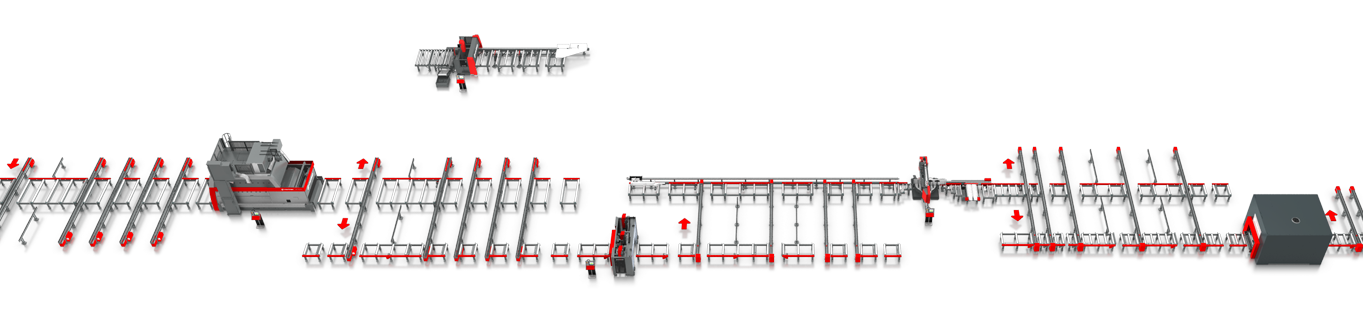
Die Steuerungssoftware VACAM von Voortman übernimmt alle Prozesse in der Strahlanlage sowie den gesamten Materialtransport in die Maschine hinein und aus der Maschine hinaus.
Darüber hinaus sorgt das Voortman MSI (Multi System Integration) für eine nahtlose Verbindung der VSB-Strahlanlage mit anderen Geräten wie der Sägemaschine (VB-Serie) und der Bohrmaschine (V613 / V630 / V631.