
Corte por plasma frente a corte por láser: lo que debes saber
POR STEF ROHAAN, PRODUCT MANAGER EN VOORTMAN
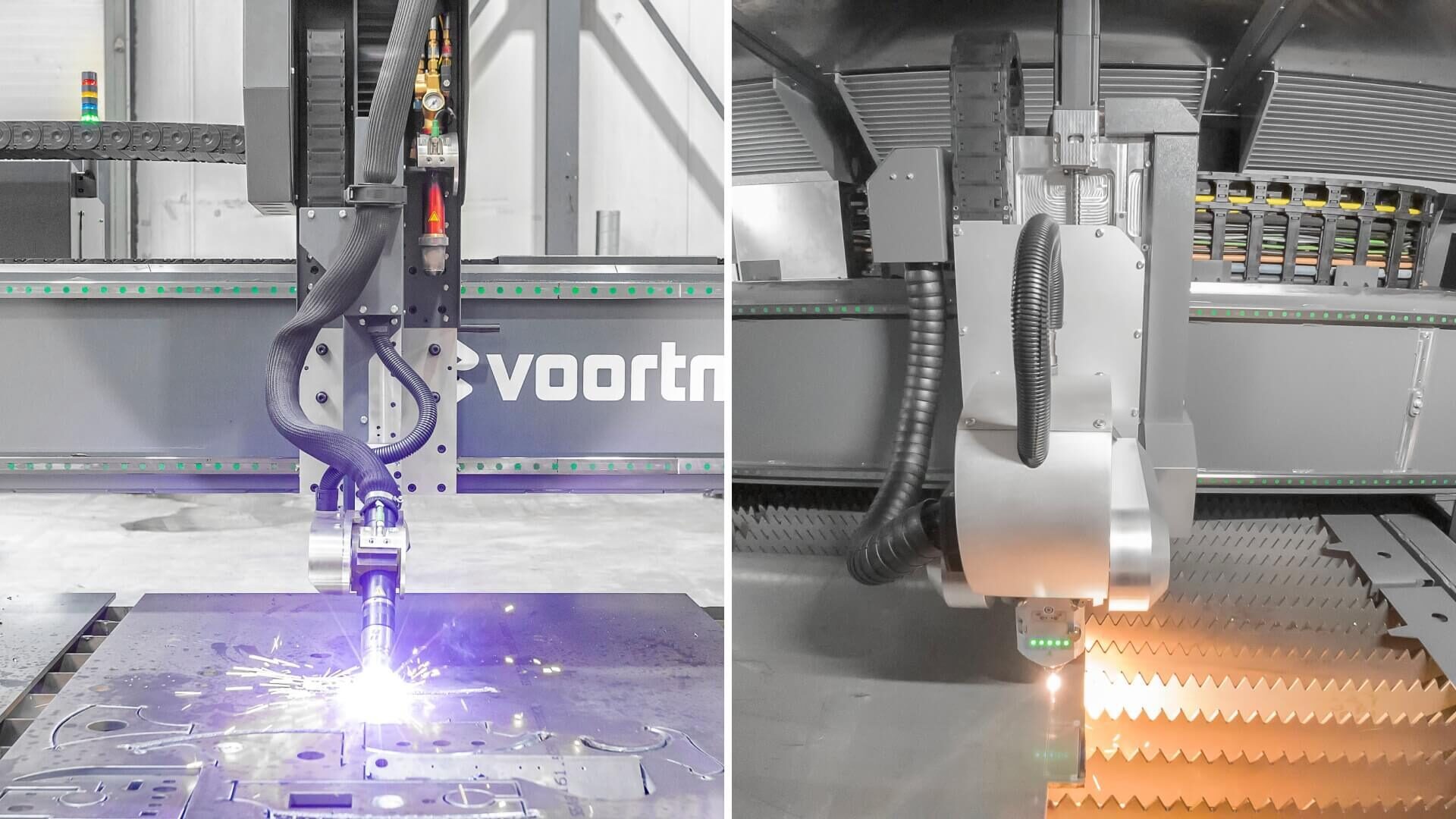
La mayoría de los artículos sobre el corte por plasma frente al corte por láser se centran únicamente en las especificaciones técnicas. Sin embargo, elegir la tecnología adecuada requiere una visión más amplia. En este artículo, aprenderás en qué se diferencian ambas tecnologías en cuanto a coste, velocidad, calidad de corte y espesor del material. También descubrirás por qué el factor más importante no es la tecnología o la máquina en sí, sino lo bien que se adapta a tu flujo de trabajo real.
Corte por plasma frente a corte por láser: explicación de los costes
Los costes del corte por plasma y por láser difieren más claramente en dos aspectos: el coste de inversión y el coste operativo. Una máquina de plasma tiene un precio de compra más bajo, por lo que es más barata al principio. Una máquina láser requiere una inversión inicial mayor. Lo interesante viene después de instalar la máquina. El funcionamiento de un láser suele ser más barato que el de un sistema de plasma.
Una vez que la máquina está en funcionamiento, los costes operativos se convierten en el factor decisivo. Estos costes dependen del consumo de energía, los consumibles y el mantenimiento:
- El consumo de energía funciona de manera diferente en ambas tecnologías. El láser es más eficiente energéticamente en materiales finos, mientras que en chapas más gruesas puede consumir más energía que el plasma. El punto de equilibrio varía según el material, el tipo de gas y la potencia del láser.
- Los consumibles suponen una de las mayores diferencias de coste. Los sistemas de plasma dependen de varias piezas consumibles. Piense en boquillas, electrodos, anillos de remolino y tapas protectoras que se desgastan rápidamente. Su sustitución supone unos costes anuales de entre 10 000 y 15 000 €. Los sistemas láser solo necesitan una boquilla y una lente protectora, por lo que los costes anuales de consumibles son de apenas unos 2.000 €. Sin embargo, los láseres son capaces de aumentar enormemente la producción.
- El mantenimiento sigue el mismo patrón. Las máquinas de plasma tienen más piezas que se desgastan y deben sustituirse, lo que supone unos 3.800 € en costes de mantenimiento al año. Los láseres de fibra tienen menos piezas sensibles al desgaste, lo que reduce el mantenimiento anual a unos 2.650 €.
No hay una respuesta única a la pregunta de qué tecnología es más barata: el plasma o el láser. El plasma cuesta menos de comprar, mientras que el láser suele ser más barato de operar. Esa ventaja se debe a un mayor rendimiento en los espesores con los que trabajan la mayoría de los procesadores de acero, menos consumibles y menos mantenimiento. Pero el equilibrio puede cambiar. En chapas más gruesas, el láser puede consumir más energía que el plasma. Y sus requisitos de rendimiento también influyen en lo que resulta más rentable. Esto significa que el plasma puede resultar más caro en algunas situaciones, mientras que el láser puede serlo en otras.
Por eso, en Voortman recomendamos a los clientes que compartan sus datos de producción con nosotros. Al analizar las cifras reales (como la utilización por turno, la combinación de materiales y el rendimiento requerido), podemos calcular qué tecnología es realmente la más rentable para su situación. La elección correcta siempre depende de sus materiales, sus exigencias de producción y la calidad que espera.
Diferencia de velocidad entre el corte por plasma y el corte por láser
El corte por láser suele ser más rápido que el corte por plasma. La diferencia de velocidad depende del grosor del material y de la potencia del láser. En muchas situaciones prácticas, un sistema láser tiene una clara ventaja en cuanto a velocidad. Por ejemplo, un láser de 15 kW puede cortar acero aproximadamente un 65 % más rápido que un sistema de plasma estándar 300A. Dependiendo del grosor del acero, los láseres pueden ser hasta un 350 % más rápidos.
La velocidad del corte por plasma y del corte por láser varía en función del grosor del material y de la potencia utilizada. No es una característica constante. Por esa razón, no es correcto afirmar que una tecnología es siempre más rápida. Es mejor centrarse en las situaciones en las que una supera claramente a la otra.
El láser puede ser más rápido que el plasma al cortar acero de hasta 25 mm. Aunque esto depende de la potencia del láser. El láser elimina el material de forma más eficiente que el plasma en este rango, lo que lo hace más rápido. La velocidad también aumenta significativamente con una mayor potencia del láser (a partir de 12 kW). Más potencia significa más energía en el proceso de corte, lo que se traduce en velocidades de corte más rápidas y mejores tiempos de perforación.
Ejemplo: velocidad de corte de plasma frente a láser hasta 25 mm
En Voortman, analizamos las diferencias de velocidad de corte entre el plasma y el láser basándonos en una combinación de producción realista. Lo hicimos porque los Fabricators suelen trabajar con una amplia gama de espesores de chapa, geometrías de piezas variables y lotes de materiales mixtos.
La comparación que se muestra a continuación incluye una distribución equilibrada de una mezcla de producción con espesores de acero de hasta 25 mm. Evalúa cuánto más rápido funciona una máquina láser cuando está equipada con diferentes niveles de potencia.
- Potencia del láser de 10 kW: 1,3 veces más rápido que el plasma.
- Potencia láser de 12 kW: 2 veces más rápido que el plasma.
- Potencia láser de 15 kW: 2,4 veces más rápida que el plasma.
- Potencia láser de 20 kW: 2,8 veces más rápido que el plasma.


Corte por láser frente a corte por plasma: ¿cuál ofrece mejor calidad de corte?
Las cortadoras láser y las cortadoras de plasma producen diferentes tipos de calidad de corte porque utilizan principios de corte distintos. El plasma crea un arco de alta energía que funde el material y lo expulsa de la ranura. Esto produce un corte nítido con relativamente pocas escorias, lo que da como resultado una superficie que normalmente solo necesita un ligero acabado. Sin embargo, los consumibles de plasma se desgastan. Y a medida que se degradan, la calidad del corte también disminuye.
Un láser de fibra funciona de manera diferente. Concentra la energía en un punto muy pequeño, lo que crea un corte estrecho y controlado. Debido a que el haz está tan concentrado, los bordes quedan más lisos y limpios que con el plasma. Por lo tanto, una máquina láser puede seguir geometrías muy pequeñas y contornos de filigrana. Esta precisión también permite tolerancias más ajustadas. El láser puede manejar características delicadas, como pequeñas muescas o formas internas intrincadas. El corte por láser de fibra crea bordes y contornos de agujeros tan limpios, rectos y lisos que ya no es necesario taladrar los agujeros posteriormente.
Como se ha dicho anteriormente, un láser utiliza menos consumibles. Esos consumibles láser se desgastan más lentamente que los consumibles de plasma. Por eso, los cortes por láser se mantienen estables desde la primera pieza hasta la última, con muchas menos fluctuaciones durante la producción.
Láser = máxima precisión
- Corte muy fino
- Bordes lisos
- Tolerancias ajustadas
- Ideal para geometrías pequeñas, detalles finos y contornos delicados
Plasma = Buena calidad para trabajos generales
- Corte más ancho
- Un poco más de escoria
- Mínimo rectificado/acabado
- No apto para detalles muy finos
Espesor del acero en el corte por plasma frente al corte por láser
Tanto el corte por láser como el corte por plasma tienen su propio rango de espesor de material ideal. La diferencia radica en cómo cada tecnología transmite la energía al acero. El rayo láser está extremadamente enfocado. Es muy adecuado para chapas de espesor fino y medio en las que la precisión es importante. Con las fuentes de fibra de alta potencia actuales, los láseres pueden cortar entre 35 y 100 mm aproximadamente. En Voortman no recomendamos utilizar el láser para la producción continua de espesores superiores a 50 mm. Cualquier espesor superior a 50 mm debe considerarse principalmente como una capacidad adicional, no como un rango de producción diario. Le ofrece la flexibilidad de aceptar trabajos ocasionales en esos rangos de espesor.
La calidad del corte por láser depende en gran medida de la potencia del láser elegida. Con un láser de 40 kW, se obtienen resultados de alta calidad hasta al menos 30 mm. Incluso a 50 mm, la calidad del corte sigue siendo comparable a la del plasma. Para obtener cortes limpios y sin oxidación, se necesita nitrógeno o una mezcla de gases y la potencia suficiente para ello.
Una regla general sencilla es: la potencia del láser es aproximadamente igual al espesor del material para obtener cortes limpios.
El corte por plasma se adapta a una parte diferente del espectro de espesores. Dado que el arco de plasma es potente y el ancho de corte es mayor, el plasma no es ideal para chapas finas. Aporta demasiado calor a materiales delicados y no puede alcanzar la misma precisión que un láser. Los sistemas de plasma empiezan a tener sentido a partir de unos 5 mm. Siguen siendo muy eficaces hasta los 100 mm, dependiendo de la fuente de plasma. El plasma es la mejor opción cuando la mayor parte de sus materiales a granel superan los 25 mm. Especialmente si aún tiene mucho trabajo por hacer en el rango de 30 a 75 mm. Por eso, los rangos de corte típicos son los siguientes:
- Láser 1–25 mm
- Plasma: 25-75 mm
- Oxicorte: 75-200 mm

Plasma frente a láser: ¿qué tecnología es mejor?
A la hora de elegir entre el corte por plasma y el corte por láser , la decisión real va mucho más allá de la velocidad o la calidad del corte. Esas diferencias técnicas importan. Pero no determinan si una máquina aportará realmente valor en un entorno de producción. Lo que realmente importa es lo bien que se adapta la máquina a su forma de trabajar cada día.
¿Cuándo se vuelve un láser verdaderamente valioso? Si puede mantenerlo en funcionamiento durante suficientes horas para aprovechar su velocidad, precisión y bajos costes operativos. La capacidad adicional, como los turnos nocturnos sin personal, los turnos de fin de semana o la carga y descarga automatizadas, tiene una gran influencia en la rentabilidad de un láser. Si no se dispone de esas horas, la ventaja teórica de velocidad no se traduce en un mayor rendimiento.
Por eso, la utilización suele ser más importante que la velocidad de corte bruta. Una máquina que es técnicamente muy rápida pero que solo funciona dos horas al día no aumentará la producción de ese centro de costes. Por otro lado, una máquina ligeramente más lenta que funcione de forma fiable durante turnos completos puede producir mucho más acero al año. El retorno real de la inversión proviene de la producción total, no de la velocidad máxima de corte.
La pregunta que hay que hacerse no es «¿qué tecnología es mejor?». No, es «¿qué máquina me ofrece el mayor rendimiento por mi inversión dentro de mi realidad de producción?». La respuesta depende de diferentes factores. Por ejemplo, la mano de obra disponible, la autonomía deseada, la planificación de la producción, la variedad de espesores de chapa y cuánta capacidad de reserva se necesita.
En Voortman nos tomamos muy en serio este enfoque. Ofrecemos tanto tecnología de plasma como de láser, ya que cada una tiene sus puntos fuertes en situaciones diferentes. Eso nos permite mantener la imparcialidad y ayudar a los clientes a elegir la tecnología que se adapta a sus necesidades de producción reales. No la que simplemente encaja en nuestra cartera de productos.
Porque, al fin y al cabo, algunos dan prioridad a la flexibilidad, otros quieren un mayor rendimiento y otros se preocupan más por manejar características complejas o lotes mixtos. Lo que realmente importa es que la máquina respalde su objetivo final y su forma de producir. Por eso, la mejor opción es la que se adapta a su realidad, no una comparación genérica entre plasma y láser.
¿TIENE ALGUNA PREGUNTA DESPUÉS DE LEER ESTE ARTÍCULO?
¿Todavía tienes dudas sobre el corte por plasma frente al corte por láser? Haz clic en el botón de abajo para ponerte en contacto con nosotros y nuestros expertos se pondrán en contacto contigo.