
LASER POWER - Why choose high power fiber lasers in steel processing?
BY MAURITS WEGHORST,
PRODUCT MANAGER AT VOORTMAN
High power fiber lasers transformed the steel processing industry with unmatched speed, precision, and efficiency. Laser power boosts output and cuts rework as well as scrap thanks to superior cut quality. It keeps costs low because of the compact, low-maintenance design that uses just one consumable. That’s why more steel processors choose high power fiber lasers to reduce costs per product and stay competitive.
What exactly is a high power fiber laser, how does it work, and why does laser power matter? This article addresses several key questions about high power fiber lasers in steel processing.
- What is a high power fiber laser?
- How does a high power fiber laser work?
- What thickness, type and size of material can a high power fiber laser cut?
- What are the advantages of high power fiber lasers?
- Which fiber laser power sources are there? And how do you choose?
- Which fiber laser cutting gases are there? And how do you choose?
- Why choose high power fiber lasers in the steel processing industry?


What is a high power fiber laser?
Laser stands for Light Amplification by the Stimulated Emission of Radiation. This means that a source (solid state) transports light through a fiber cable to reach the necessary energy level. Then a high-intensity, tightly focused beam is formed. This beam provides the power and precision to cut through materials such as steel. This industrial type of laser is used for demanding applications in manufacturing, like steel processing.
‘High‑power’ generally means laser systems of 6 kW and higher. Today, high power fiber lasers of 20–40 kW are widely used for heavy‑duty steel cutting. They can cut different material types, sizes, and thicknesses. This is done at high speed while producing clean, precise edges.
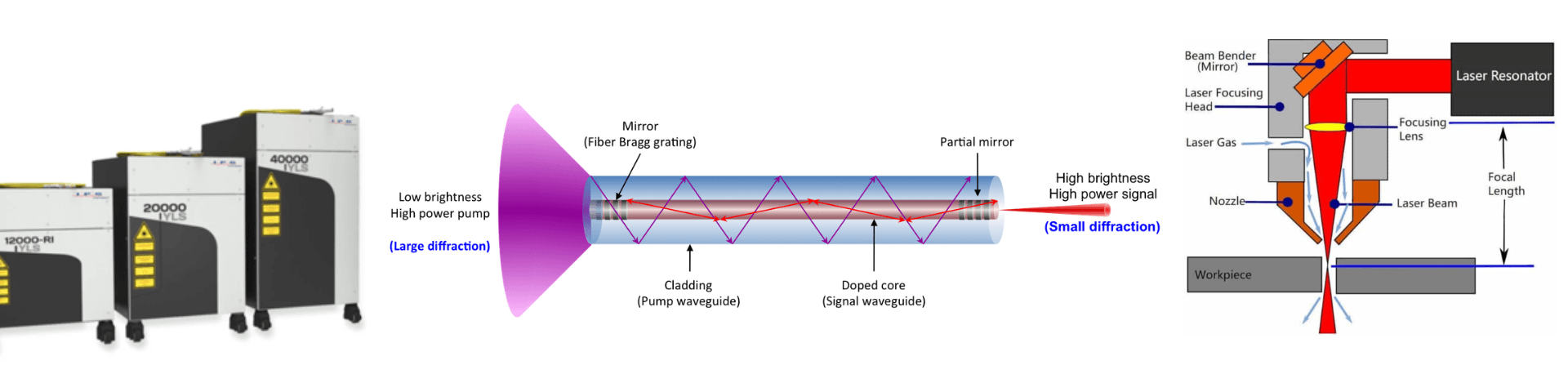
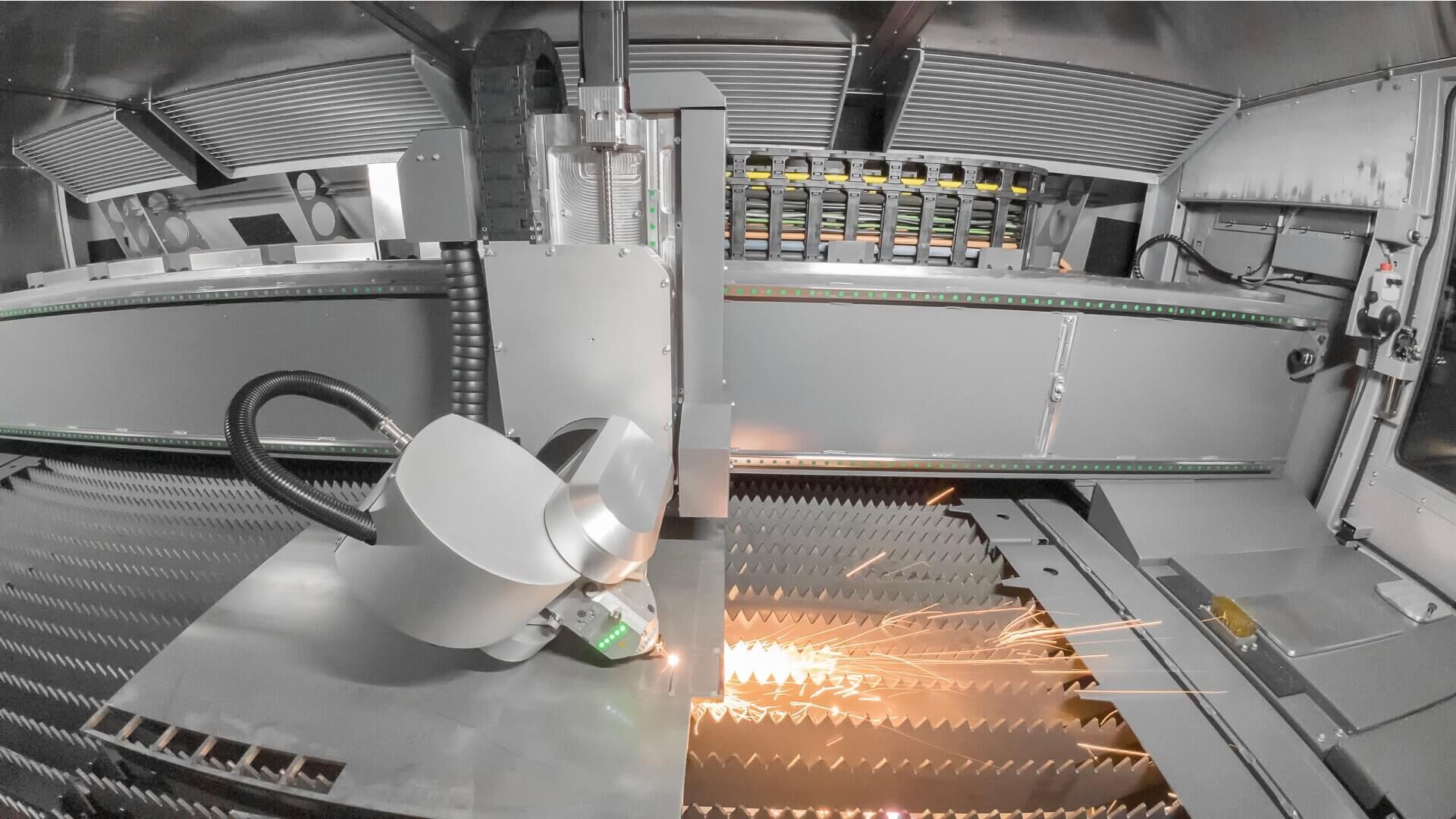
How does a high power fiber laser (source) work?
A fiber laser consists of a solid state source, fiber cable and cutting head. It uses diodes to turn electrical energy into light, which is combined and sent into an optical fiber. When this light reaches the doped part of the fiber, it boosts electrons to a higher energy level. The result: population inversion, the key condition for generating laser light. As the system stabilizes, it produces a steady stream of raw laser light. Fiber Bragg Gratings (FBGs) act like tiny mirrors to reflect part of this light to amplify it, while the rest continues as usable output. The beam of light is then cleaned and stabilized, resulting in a strong, precise laser that cuts accurately with a narrow kerf.
Tip: Choose Laser Safety Class 1 laser machines to ensure operator safety.
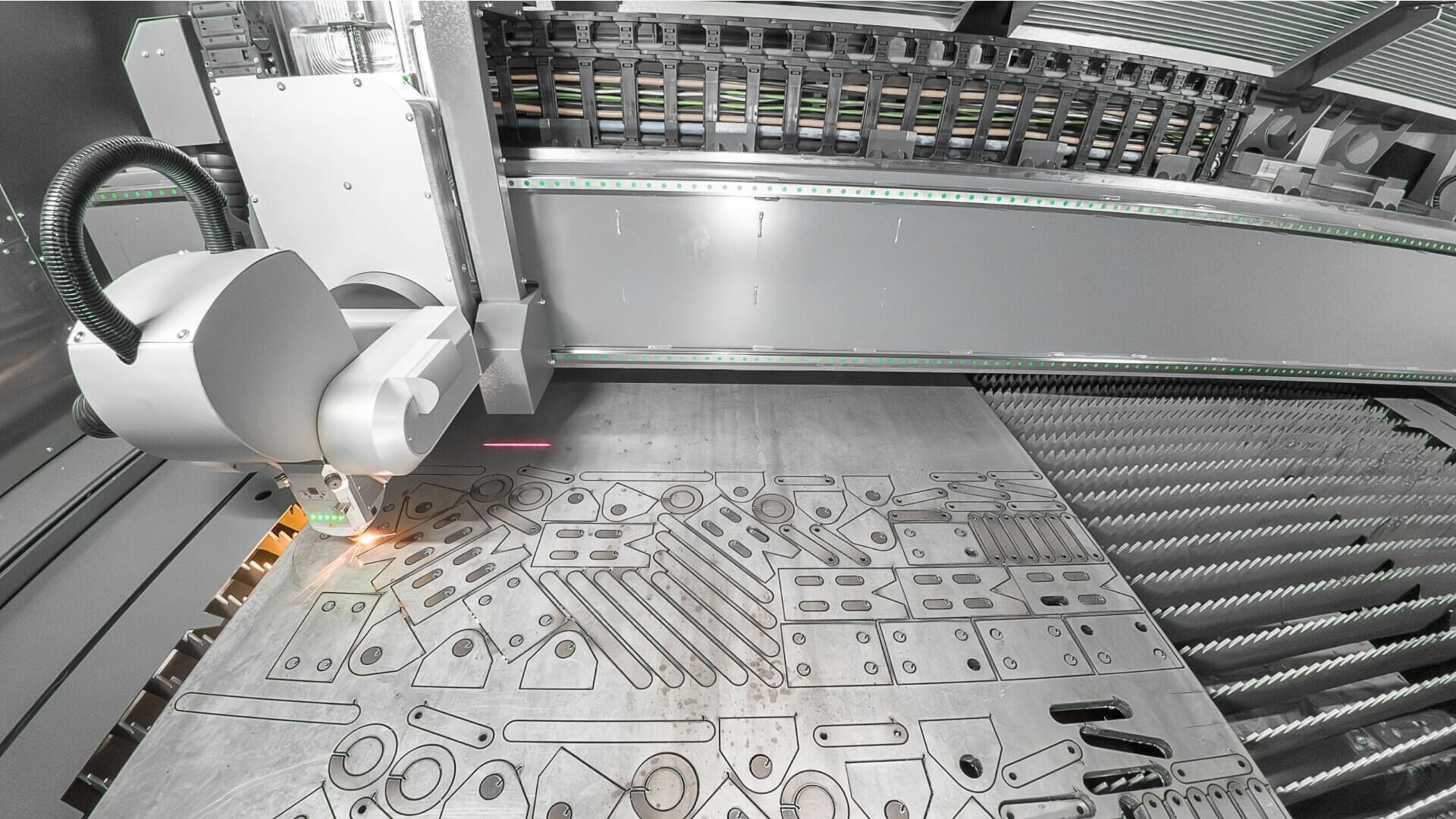
What thickness, type and size of material can a high power fiber laser cut?
High power fiber lasers can cut steel from 1 to roughly 100 mm (4”) thick. However, laser power delivers maximum speed and efficiency up to a thickness of about 25 mm (1”). This makes laser power ideal for most steel processing needs. The material size you can process depends on the machine. There are high‑power fiber laser machines available for small, medium, and large formats.
Dependent upon the source power, lasers can cut stainless steel, coated steel, mild steel, aluminum, copper, and brass. High power fiber lasers are therefore very suitable for steel processors. They need clean, consistent material to perform at their best. Rusty, oily, shotblasted, or uneven surfaces can slow the laser cutting process down.
High power fiber lasers are suitable for steel processing up to execution class 3 (EN1090). This eliminates the need to buy a separate drilling machine for steel processors.

What are the advantages of high power fiber lasers?
- Precision
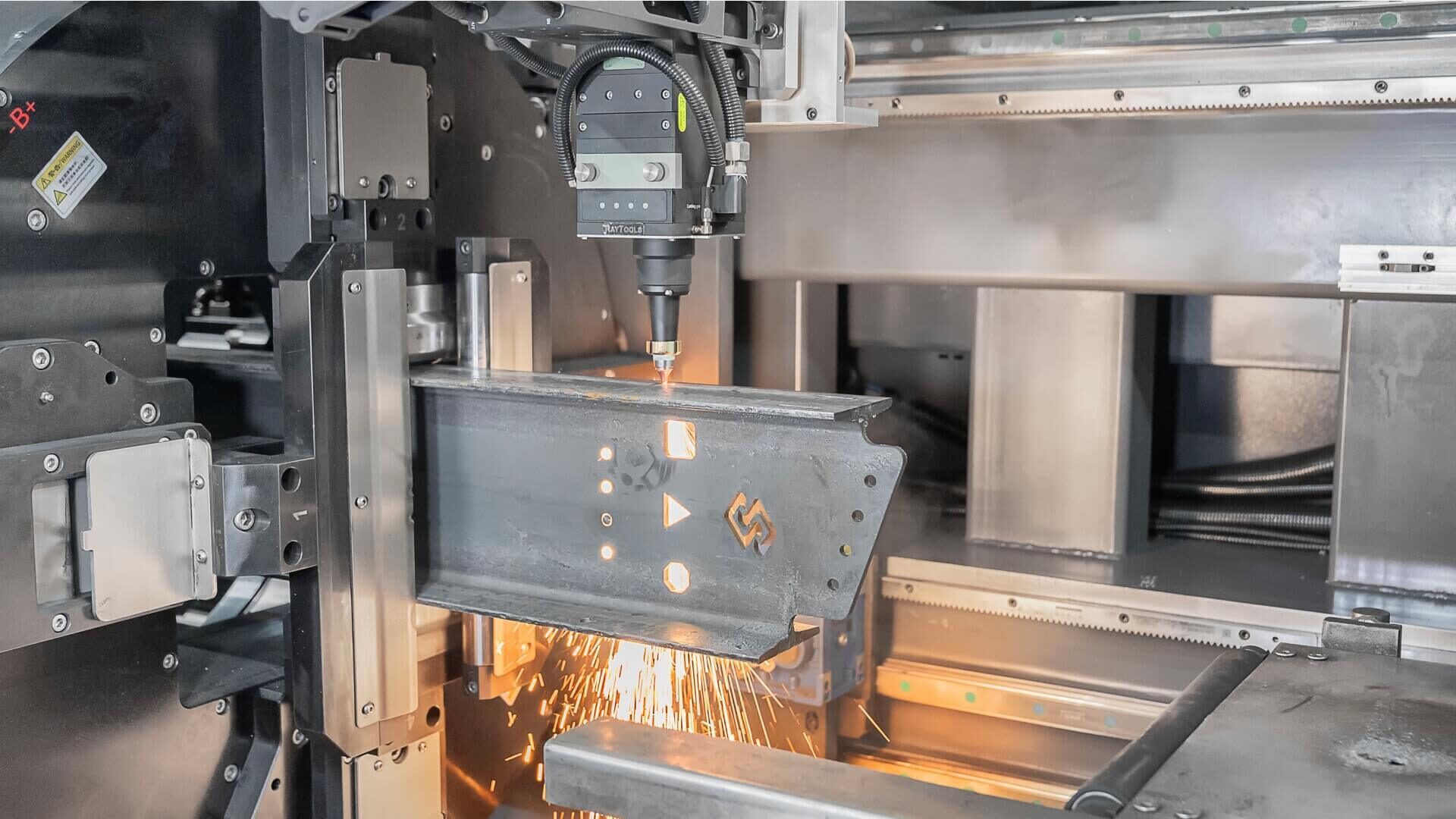
The laser beam creates an extremely narrow and controlled kerf. This allows the machine to follow tiny geometries and intricate contours. It can also cut delicate internal features with tight tolerances down to about 0.002” / 0.05 mm. - High cut quality
The concentrated beam produces smooth, clean, weld‑ready edges with minimal heat‑affected zones. This reduces rework, minimizes waste, and eliminates the need for separate drilling up to execution class 3. - Speed (for material thickness < 25mm/1") for higher output
Dependent upon laser power and material thickness, lasers can cut up to 350% faster than other technologies. For instance, a 15 kW fiber laser has the potential to cut steel 1,5 times faster than a standard 300A plasma system. This speed boosts productivity, with laser machines reaching 3× the cutting speed on thin to medium steel plates (<25mm/1"). Combined with high‑speed automation, smart nesting, and bevel capabilities, cycle times drop dramatically. - Lower costs per product
Laser machines require a higher upfront investment, but they deliver a fast ROI. Laser cutting speed boosts output, enabling economies of scale. High power fiber lasers use fewer, cheaper consumables and require less maintenance. With higher automation and reduced rework, overall production costs drop significantly. The result: lower costs per product. - Increased automation of workflow
High‑power fiber lasers boost automation through minimal operator intervention and enabling continuous, even 24/7 unmanned production. Features like automatic nozzle changes, wear inspection and alignment, as well as plate buffering, and real‑time monitoring keep the process flowing with minimal interruptions.
This makes laser power a smart choice for smaller shops that want more automation and efficiency in steel processing. Larger companies benefit as well. They achieve much lower costs per part thanks to higher output and more optimized workflows.

Wondering about the maintenance of high fiber lasers? Keeping everything clean is essential for getting top performance from a high‑power fiber laser. Luckily, maintenance is simple: focus on the cutting head and nozzle. Keep the cover glass clean and replace it regularly to maintain consistent cut quality.
Which fiber laser power sources are there? And how do you choose?
Laser power sources are available from 1 kW to 60 kW and up. High power fiber lasers are typically 6 kW to 40 kW+. Your choice of fiber laser power source depends on what materials you want to cut and how thick these are. It also depends on the efficiency you want to reach and the budget you have.
Does more laser power automatically result in more output?
Yes, more laser power does result in more output. Especially for steel fabricators who process steel with a thickness of 1-25 mm (0.04-1"). Based on data analysis of the product mix of steel fabricators regarding achievable cutting speed, one can state that a high power fiber laser with a 40 kW source can generate up to 2 times more output compared to a 20 kW source.
The maximum cutting speed is determined by gas flow, material absorption, and heat dissipation. Important is how fast your choice of assist gas can clear the kerf and how well the material absorbs energy. The 40 kW source keeps the entire kerf liquid up to 30 mm (1-3/16”), ensuring smooth, oxide-free cut edges with minimal post-processing. Additionally, the thicker transport fiber creates a slightly wider kerf, making part removal faster.
In general, more power keeps your cutting speed and quality at peak performance, boosting output and workflow efficiency. However, depending on your operation, 20 kW can be enough. Ask yourself: Do I really need more output? Is there enough work to keep a higher‑power machine running? And do we have the manpower to process the extra volume?
A higher‑power source delivers speed, but it also comes with higher purchase and operational costs—so make sure the gain matches your workload.
Which fiber laser cutting gases are there? And how do you choose?
There are 3 types of cutting gases suitable for high power fiber lasers:
- Oxygen
Oxygen is used at low pressure (around 0.5 bar). It reacts with the heated metal, helping to blow out molten material for fast cutting and easy slag removal. It works on all thicknesses but is especially effective on thicker mild steel, delivering good cut quality. Oxygen is not suitable for stainless steel or aluminum. It is supplied from bottles, a gas battery or a tank. Cutting with oxygen is generally cheaper than cutting with nitrogen. - Nitrogen
Nitrogen is used at high pressure (8 bar or more) and consumes more gas than oxygen. It produces clean cuts without discoloration or oxidation, reducing the need for post‑processing. Slag is minimal, though harder to remove. Nitrogen works best on limited material thicknesses and cuts thinner plates (<12 mm [1/2”]) even faster than oxygen. It is suitable for mild steel (<20 mm [3/4”]), aluminum, and stainless steel (<30 mm [1-3/16”]), and is typically stored in bulk. - Mixed gas
Mixed gas contains 4–8% oxygen, which reduces oxidation compared to pure oxygen and lowers post‑processing needs. It also uses less gas and offers higher cutting speeds than pure nitrogen. Mixed gas is suitable for mild steel up to 30 mm (1‑3/16”) but not for aluminum or stainless steel. Because the gases are blended, overall gas costs are lower.
To summarize, each cutting gas has its own strengths and limitations. The best choice depends on your needs. For fast, good‑quality cutting on thicker material, choose oxygen. For clean cuts with minimal post‑processing on thinner material, choose nitrogen. If you want a balance of speed, quality, and lower gas use, mixed gas is the ideal option.
In short: why choose high power fiber lasers in the steel processing industry?
Ultimately, high power fiber lasers offer unmatched speed, precision, and efficiency. Laser power lowers the cost per part and increases output. It helps steel processors work faster and more efficiently. That makes it the clear choice for staying competitive in today’s market.
WANT TO FIND OUT MORE ON LASER CUTTING?
Check out these knowledge base articles on:
Fiber laser cutting - why it boosts your output
Fiber laser cutting - how it lowers your cost per product
Still have questions about high power fiber lasers? Click the button below to contact us and our experts will get back to you.