
MOC LASERA – Dlaczego warto wybrać lasery światłowodowe dużej mocy do obróbki stali?
AUTOR MAURITS WEGHORST,
KIEROWNIK DS. PRODUKTÓW W FIRMIE VOORTMAN
Lasery światłowodowe o dużej mocy zrewolucjonizowały branżę obróbki stali dzięki niezrównanej szybkości, precyzji i wydajności. Moc lasera zwiększa wydajność i ogranicza konieczność poprawek oraz ilość odpadów dzięki doskonałej jakości cięcia. Pozwala to utrzymać niskie koszty dzięki kompaktowej, niewymagającej konserwacji konstrukcji, która wykorzystuje tylko jeden materiał eksploatacyjny. Dlatego coraz więcej przetwórców stali wybiera lasery światłowodowe dużej mocy, aby obniżyć koszty jednostkowe i pozostać konkurencyjnymi.
Czym dokładnie jest laser światłowodowy dużej mocy, jak działa i dlaczego moc lasera ma znaczenie? W tym artykule omówiono kilka kluczowych pytań dotyczących laserów światłowodowych dużej mocy w obróbce stali.
- Czym jest laser światłowodowy dużej mocy?
- Jak działa laser światłowodowy dużej mocy?
- Jaką grubość, rodzaj i rozmiar materiału może ciąć laser światłowodowy dużej mocy?
- Jakie są zalety laserów światłowodowych dużej mocy?
- Jakie są dostępne źródła mocy laserów światłowodowych? Jak dokonać wyboru?
- Jakie są gazy do cięcia laserem światłowodowym? Jak dokonać wyboru?
- Dlaczego warto wybrać lasery światłowodowe dużej mocy w przemyśle obróbki stali?


Czym jest laser światłowodowy dużej mocy?
Skrót „laser” oznacza wzmocnienie światła poprzez wymuszoną emisję promieniowania. Oznacza to, że źródło (w stanie stałym) transportuje światło przez kabel światłowodowy, aby osiągnąć wymagany poziom energii. Następnie powstaje wiązka o wysokiej intensywności i ściśle skupiona. Ta wiązka zapewnia moc i precyzję niezbędną do cięcia materiałów takich jak stal. Ten przemysłowy typ lasera jest wykorzystywany w wymagających zastosowaniach produkcyjnych, takich jak obróbka stali.
„Wysoka moc” oznacza zazwyczaj systemy laserowe o mocy 6 kW i większej. Obecnie lasery światłowodowe dużej mocy o mocy 20–40 kW są szeroko stosowane do cięcia stali o dużej wytrzymałości. Mogą one ciąć różne rodzaje materiałów o różnych rozmiarach i grubościach. Odbywa się to z dużą prędkością, zapewniając jednocześnie czyste i precyzyjne krawędzie.
Jak działa laser światłowodowy dużej mocy (źródło)?
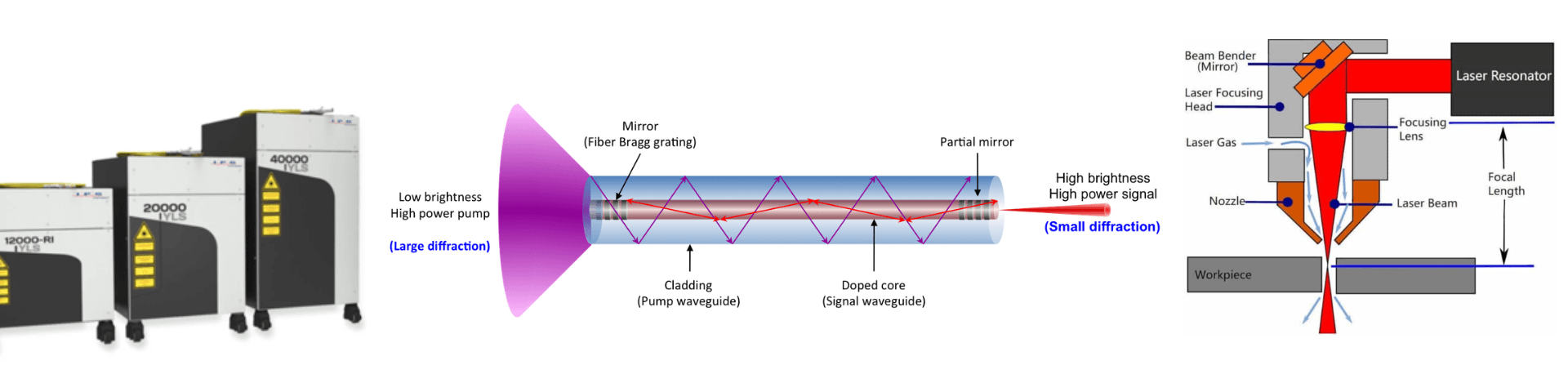
Laser światłowodowy składa się ze źródła półprzewodnikowego, kabla światłowodowego i głowicy tnącej. Wykorzystuje diody do przekształcania energii elektrycznej w światło, które jest łączone i wysyłane do światłowodu. Kiedy światło to dociera do domieszkowanej części światłowodu, podnosi poziom energii elektronów. Wynik: inwersja populacji, kluczowy warunek generowania światła laserowego. Gdy system się stabilizuje, wytwarza stały strumień surowego światła laserowego. Światłowodowe siatki Bragga (FBG) działają jak maleńkie zwierciadła, odbijając część tego światła w celu jego wzmocnienia, podczas gdy reszta pozostaje jako użyteczna energia wyjściowa. Następnie wiązka światła jest oczyszczana i stabilizowana, co skutkuje uzyskaniem silnego, precyzyjnego lasera, który tnie dokładnie, pozostawiając wąską szczelinę cięcia.
Wskazówka: Wybierz maszyny laserowe klasy bezpieczeństwa 1 , aby zapewnić bezpieczeństwo operatora.
Jaką grubość, rodzaj i rozmiar materiału może ciąć laser światłowodowy dużej mocy?
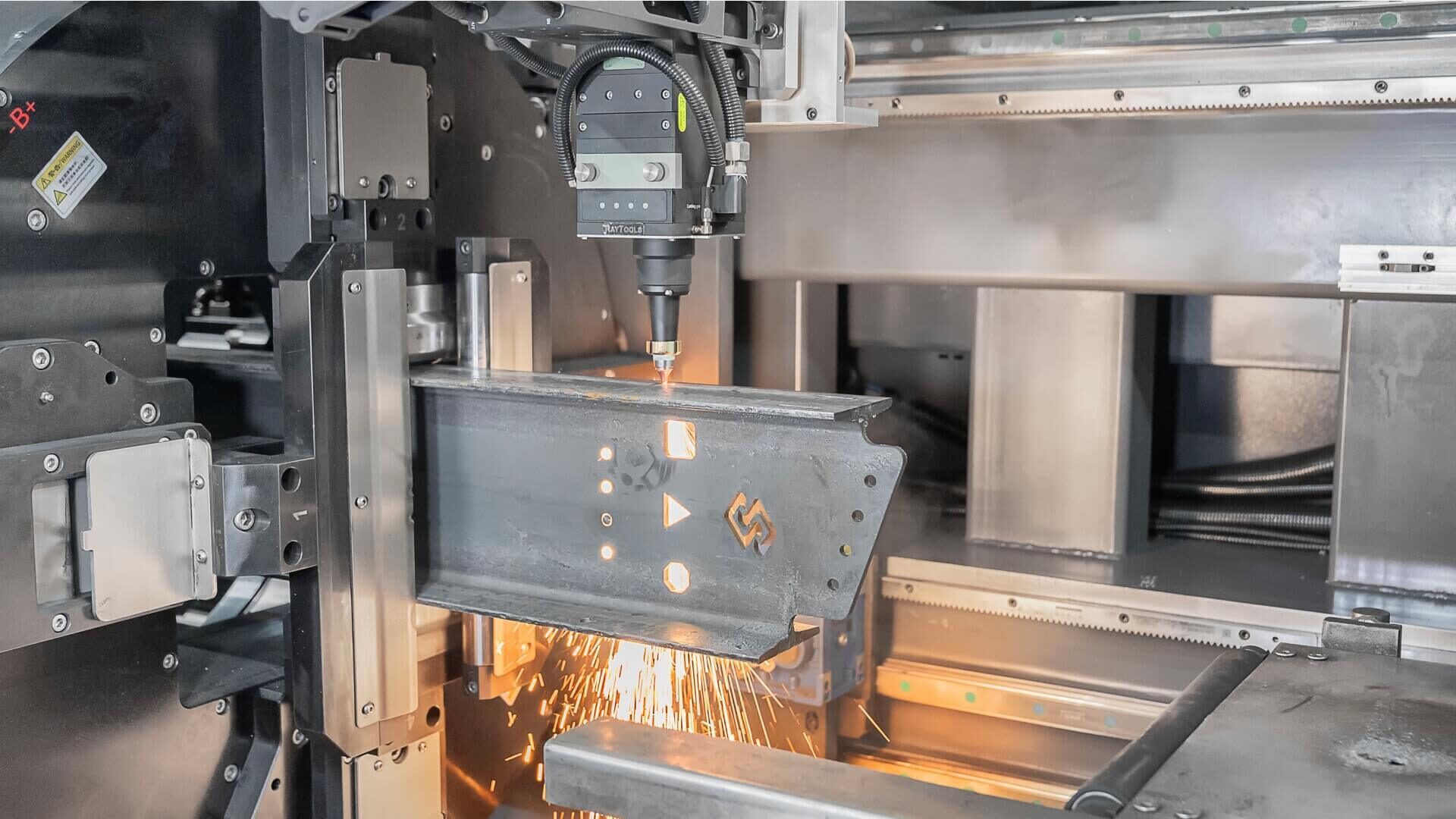
Lasery światłowodowe dużej mocy mogą ciąć stal o grubości od 1 do około 100 mm (4”). Jednak moc lasera zapewnia maksymalną prędkość i wydajność przy grubości do około 25 mm (1”). To sprawia, że moc lasera jest idealna dla większości potrzeb związanych z obróbką stali. Rozmiar materiału, który można obrabiać, zależy od urządzenia. Dostępne są maszyny z laserami światłowodowymi dużej mocy do małych, średnich i dużych formatów.
W zależności od mocy źródła lasery mogą ciąć stal nierdzewną, stal powlekaną, stal czarną, aluminium, miedź i mosiądz. Lasery światłowodowe dużej mocy są zatem bardzo odpowiednie dla przetwórców stali. Aby osiągnąć najlepszą wydajność, potrzebują czystego, jednolitego materiału. Zardzewiałe, zaolejone, śrutowane lub nierówne powierzchnie mogą spowolnić proces cięcia laserowego.
Lasery światłowodowe o dużej mocy nadają się do obróbki stali do klasy wykonania 3 (EN1090). Eliminuje to konieczność zakupu oddzielnej wiertarki przez przetwórców stali.

Jakie są zalety laserów światłowodowych dużej mocy?
- Precyzja
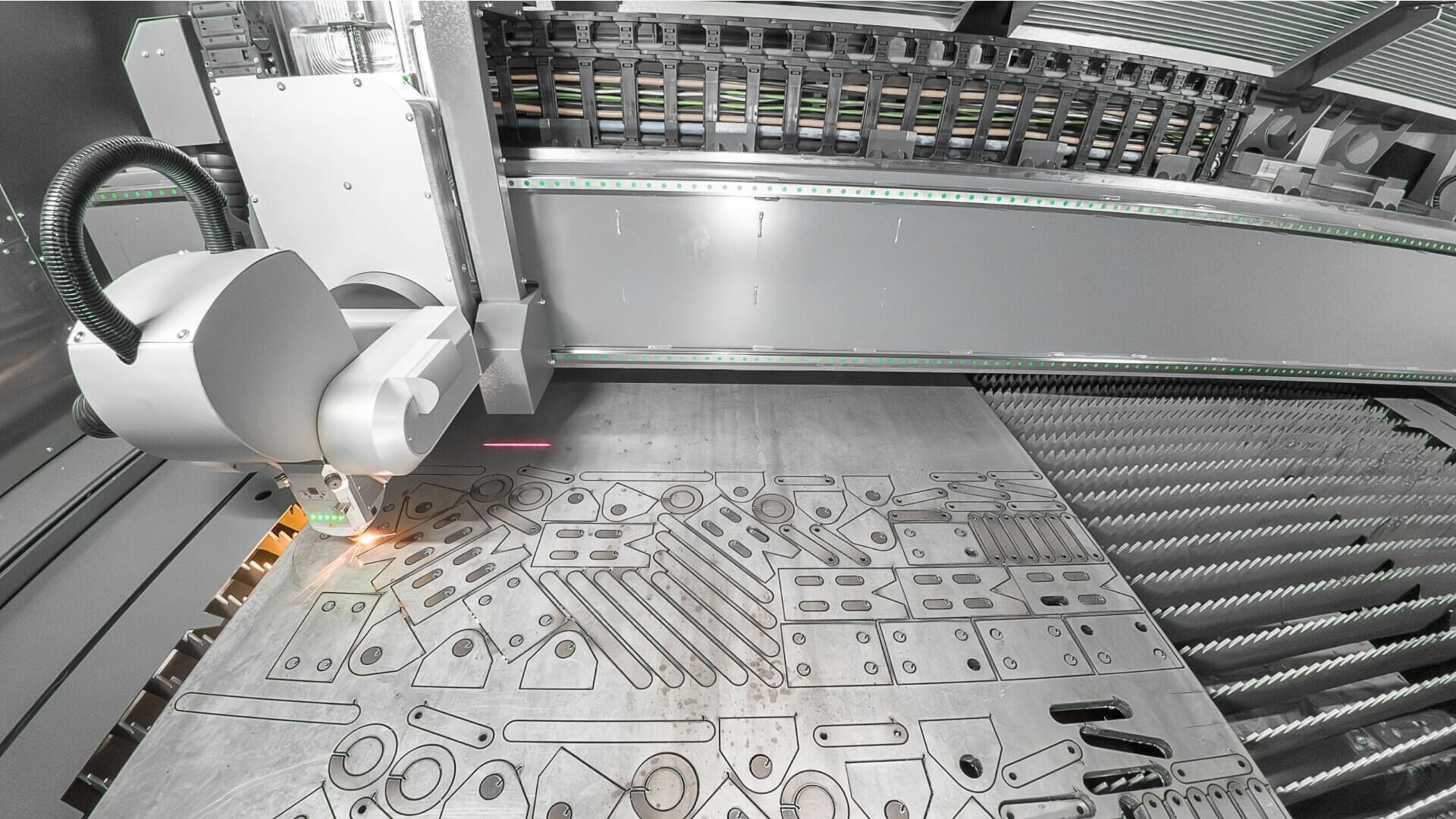
Wiązka laserowa tworzy niezwykle wąską i kontrolowaną szczelinę cięcia. Dzięki temu maszyna może podążać za drobnymi geometriami i skomplikowanymi konturami. Może również wycinać delikatne elementy wewnętrzne z wąskimi tolerancjami do około 0,002” / 0,05 mm. - Wysoka jakość cięcia
Skoncentrowana wiązka zapewnia gładkie, czyste krawędzie gotowe do spawania przy minimalnych strefach wpływu ciepła. Zmniejsza to konieczność ponownej obróbki, minimalizuje ilość odpadów i eliminuje potrzebę oddzielnego wiercenia do klasy wykonania 3. - Prędkość (dla grubości materiału < 25 mm/1") zapewniająca wyższą wydajność
W zależności od mocy lasera i grubości materiału lasery mogą ciąć nawet o 350% szybciej niż inne technologie. Na przykład laser światłowodowy o mocy 15 kW może ciąć stal 1,5 razy szybciej niż standardowy system plazmowy 300 A. Ta prędkość zwiększa wydajność, a maszyny laserowe osiągają trzykrotnie większą prędkość cięcia cienkich i średnich blach stalowych (<25 mm/1"). W połączeniu z szybką automatyzacją, inteligentnym nestingiem i możliwościami fazowania, czasy cyklu ulegają znacznemu skróceniu. - Niższe koszty na produkt
Maszyny laserowe wymagają większej inwestycji początkowej, ale zapewniają szybki zwrot z inwestycji. Prędkość cięcia laserowego zwiększa wydajność, umożliwiając ekonomię skali. Lasery światłowodowe dużej mocy zużywają mniej tańszych materiałów eksploatacyjnych i wymagają mniej konserwacji. Dzięki wyższemu stopniowi automatyzacji i zmniejszonej ilości przeróbek, całkowite koszty produkcji znacznie spadają. Wynik: niższe koszty jednostkowe. - Zwiększona automatyzacja przepływu pracy
Lasery światłowodowe dużej mocy zwiększają automatyzację dzięki minimalnej interwencji operatora i umożliwiają ciągłą, nawet całodobową produkcję bezobsługową. Funkcje takie jak automatyczna wymiana dysz, kontrola zużycia i wyrównanie, a także buforowanie blach oraz monitorowanie w czasie rzeczywistym zapewniają płynność procesu przy minimalnych przerwach.
To sprawia, że laser jest mądrym wyborem dla mniejszych zakładów, które chcą większej automatyzacji i wydajności w obróbce stali. Korzystają na tym również większe firmy. Osiągają one znacznie niższe koszty na sztukę dzięki wyższej wydajności i bardziej zoptymalizowanym przepływom pracy.

Zastanawiasz się nad konserwacją laserów światłowodowych o dużej mocy ? Utrzymanie czystości jest niezbędne do uzyskania najwyższej wydajności z lasera światłowodowego dużej mocy. Na szczęście konserwacja jest prosta: wystarczy skupić się na głowicy tnącej i dyszy. Utrzymuj szybę ochronną w czystości i regularnie ją wymieniaj, aby zachować stałą jakość cięcia.
Jakie są dostępne źródła mocy laserów światłowodowych? Jak dokonać wyboru?
Dostępne są źródła mocy laserowej o mocy od 1 kW do 60 kW i więcej. Lasery światłowodowe o dużej mocy mają zazwyczaj moc od 6 kW do 40 kW+. Wybór źródła mocy lasera światłowodowego zależy od tego, jakie materiały chcesz ciąć i jaka jest ich grubość. Zależy to również od wydajności, jaką chcesz osiągnąć, oraz od posiadanego budżetu.
Czy większa moc lasera automatycznie przekłada się na większą wydajność?
Tak, większa moc lasera przekłada się na większą wydajność. Dotyczy to zwłaszcza przetwórców stali, którzy przetwarzają stal o grubości 1–25 mm (0,04–1"). Na podstawie analizy danych dotyczących asortymentu produktów przetwórców stali w odniesieniu do osiągalnej prędkości cięcia można stwierdzić, że laser światłowodowy o dużej mocy z źródłem 40 kW może generować nawet dwukrotnie większą wydajność w porównaniu ze źródłem 20 kW.
Maksymalna prędkość cięcia zależy od przepływu gazu, absorpcji materiału i odprowadzania ciepła. Ważne jest, jak szybko wybrany gaz wspomagający może oczyścić szczelinę cięcia oraz jak dobrze materiał pochłania energię. Źródło o mocy 40 kW utrzymuje płynność całego cięcia do 30 mm (1-3/16”), zapewniając gładkie, wolne od tlenków krawędzie cięcia przy minimalnym przetwarzaniu końcowym. Ponadto grubsze włókno transportowe tworzy nieco szerszą szczelinę cięcia, co przyspiesza usuwanie części.
Ogólnie rzecz biorąc, większa moc pozwala utrzymać prędkość i jakość cięcia na najwyższym poziomie, zwiększając wydajność i efektywność przepływu pracy. Jednak w zależności od prowadzonej działalności moc 20 kW może być wystarczająca. Zadaj sobie pytanie: Czy naprawdę potrzebuję większej wydajności? Czy jest wystarczająco dużo pracy, aby utrzymać maszynę o większej mocy w ciągłej pracy? I czy dysponujemy wystarczającą siłą roboczą, aby przetworzyć dodatkową ilość materiału?
Źródło o większej mocy zapewnia szybkość, ale wiąże się również z wyższymi kosztami zakupu i eksploatacji — upewnij się więc, że korzyści są adekwatne do Twojego obciążenia pracą.
Jakie są gazy do cięcia laserem światłowodowym? Jak dokonać wyboru?
Istnieją 3 rodzaje gazów tnących odpowiednich dla laserów światłowodowych o dużej mocy:
- Tlenowy
Tlen jest stosowany pod niskim ciśnieniem (około 0,5 bara). Reaguje z rozgrzanym metalem, pomagając wydmuchiwać stopiony materiał, co zapewnia szybkie cięcie i łatwe usuwanie żużlu. Działa na wszystkich grubościach, ale jest szczególnie skuteczny w przypadku grubszej stali czarnej, zapewniając dobrą jakość cięcia. Tlen nie nadaje się do stali nierdzewnej ani aluminium. Jest dostarczany z butli, baterii gazowej lub zbiornika. Cięcie tlenem jest zazwyczaj tańsze niż cięcie azotem. - Azotowy
Azot stosuje się pod wysokim ciśnieniem (8 barów lub więcej) i zużywa więcej gazu niż tlen. Zapewnia czyste cięcia bez przebarwień i utleniania, co zmniejsza potrzebę przetwarzania końcowego. Ilość żużlu jest minimalna, choć trudniejsza do usunięcia. Azot sprawdza się najlepiej przy ograniczonej grubości materiału i tnie cieńsze blachy (<12 mm [1/2”]) nawet szybciej niż tlen. Nadaje się do stali czarnej (<20 mm [3/4”]), aluminium i stali nierdzewnej (<30 mm [1-3/16”]) i zazwyczaj jest przechowywany luzem. - Z gazem mieszanym
Gaz mieszany zawiera 4–8% tlenu, co zmniejsza utlenianie w porównaniu z czystym tlenem i zmniejsza zapotrzebowanie na przetwarzanie końcowe. Zużywa również mniej gazu i zapewnia wyższe prędkości cięcia niż czysty azot. Mieszanka gazowa nadaje się do stali czarnej o grubości do 30 mm (1‑3/16”), ale nie do aluminium ani stali nierdzewnej. Ponieważ gazy są mieszane, całkowite koszty gazu są niższe.
Podsumowując, każdy gaz do cięcia ma swoje mocne strony i ograniczenia. Najlepszy wybór zależy od Twoich potrzeb. Aby uzyskać szybkie cięcie o dobrej jakości na grubszym materiale, wybierz tlen. Aby uzyskać czyste cięcia przy minimalnym przetwarzaniu końcowym cieńszych materiałów, wybierz azot. Jeśli zależy nam na równowadze między prędkością, jakością i mniejszym zużyciem gazu, idealnym rozwiązaniem jest mieszanka gazów.
Krótko mówiąc: dlaczego warto wybrać lasery światłowodowe dużej mocy w przemyśle obróbki stali?
Ostatecznie lasery światłowodowe dużej mocy oferują niezrównaną prędkość, precyzję i wydajność. Moc lasera obniża koszt jednostkowy i zwiększa wydajność. Pomaga to przetwórcom stali pracować szybciej i wydajniej. To sprawia, że jest to oczywisty wybór pozwalający zachować konkurencyjność na dzisiejszym rynku.
CHCESZ DOWIEDZIEĆ SIĘ WIĘCEJ O CIĘCIU LASEROWYM?
Zapoznaj się z artykułami z bazy wiedzy na temat:
Cięcie plazmowe a cięcie laserowe
Cięcie laserem światłowodowym – dlaczego zwiększa wydajność
Cięcie laserem światłowodowym – jak obniża koszt jednostkowy produktu
Nadal masz pytania dotyczące laserów światłowodowych dużej mocy? Kliknij przycisk poniżej, aby się z nami skontaktować, a nasi eksperci odezwą się do Ciebie.