MO CLASSIC
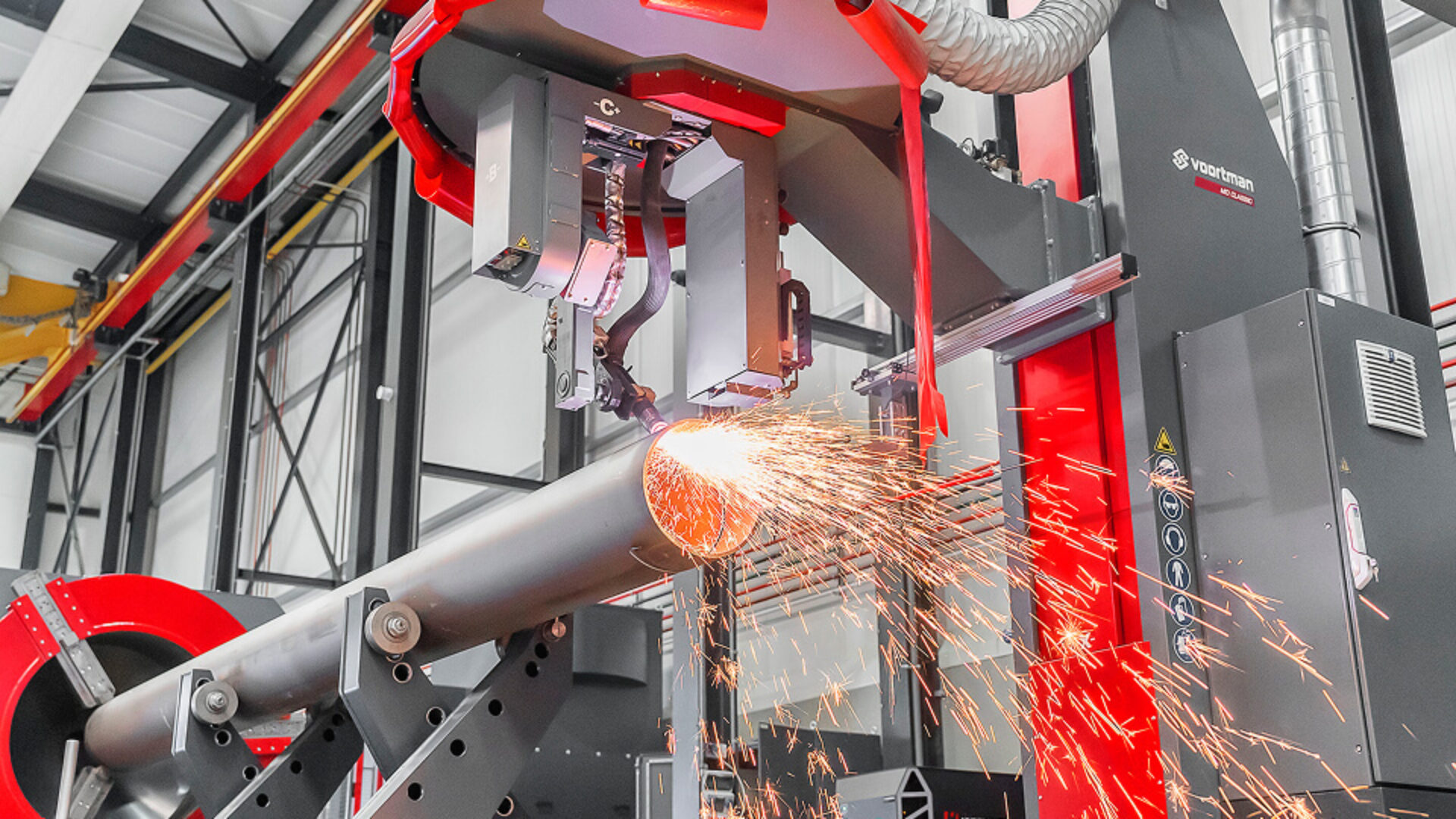
ROHRPROFIL-SCHNEIDMASCHINE
Die vielseitigste Lösung für das Schneiden von Rohrprofilen, mit fortschrittlicher Logistik und einem einzigartig konstruierten Spannfutterdesign; ideal für eine breite Palette industrieller Anwendungen.
- 6 CNC-Achsen für hohe Präzision und saubere Schnitte
- Lasermesssystem zur Kompensation von Rohr-Ovalitäten, Bananenförmigkeiten, Schweißnähten und Kuppelschnitten
- Erweiterte logistische Optionen
Verfügbare Modelle:
Ø1200 | Ø1500 | Ø2000
Kompatibel mit Softwarelösungen:
Corobs | PypeServer


ÜBERSICHT

Die Voortman MO Classic ist die vielseitigste Maschine der VMO-Serie und bedient ein breites Branchenspektrum, darunter Öl und Gas, Stahlverarbeitung, Schiffbau und Schwermaschinenbau. Mit den erweiterten logistischen Systemen ist diese Maschine perfekt für Unternehmen, die unterschiedliche Rohrformen und -größen sowie Böden (Dished-Ends) schneiden müssen. Ihre Anpassungsfähigkeit und die hohe Qualität der Ergebnisse machen sie zur bevorzugten Wahl für komplexe und vielfältige Anforderungen im Rohrprofilschnitt.
MASCHINEN IN DIESER PRODUKTLINIE
ERFOLGSGESCHICHTEN
Wir schätzen unsere Kunden und ihr Feedback sehr; es treibt uns an, uns ständig weiterzuentwickeln und zu innovieren. Neugierig, wie unsere Maschinen den Unterschied machen? Hören Sie direkt von unseren Kunden, wenn sie ihre Erfahrungen teilen.
ANWENDUNGEN
EIGENSCHAFTEN
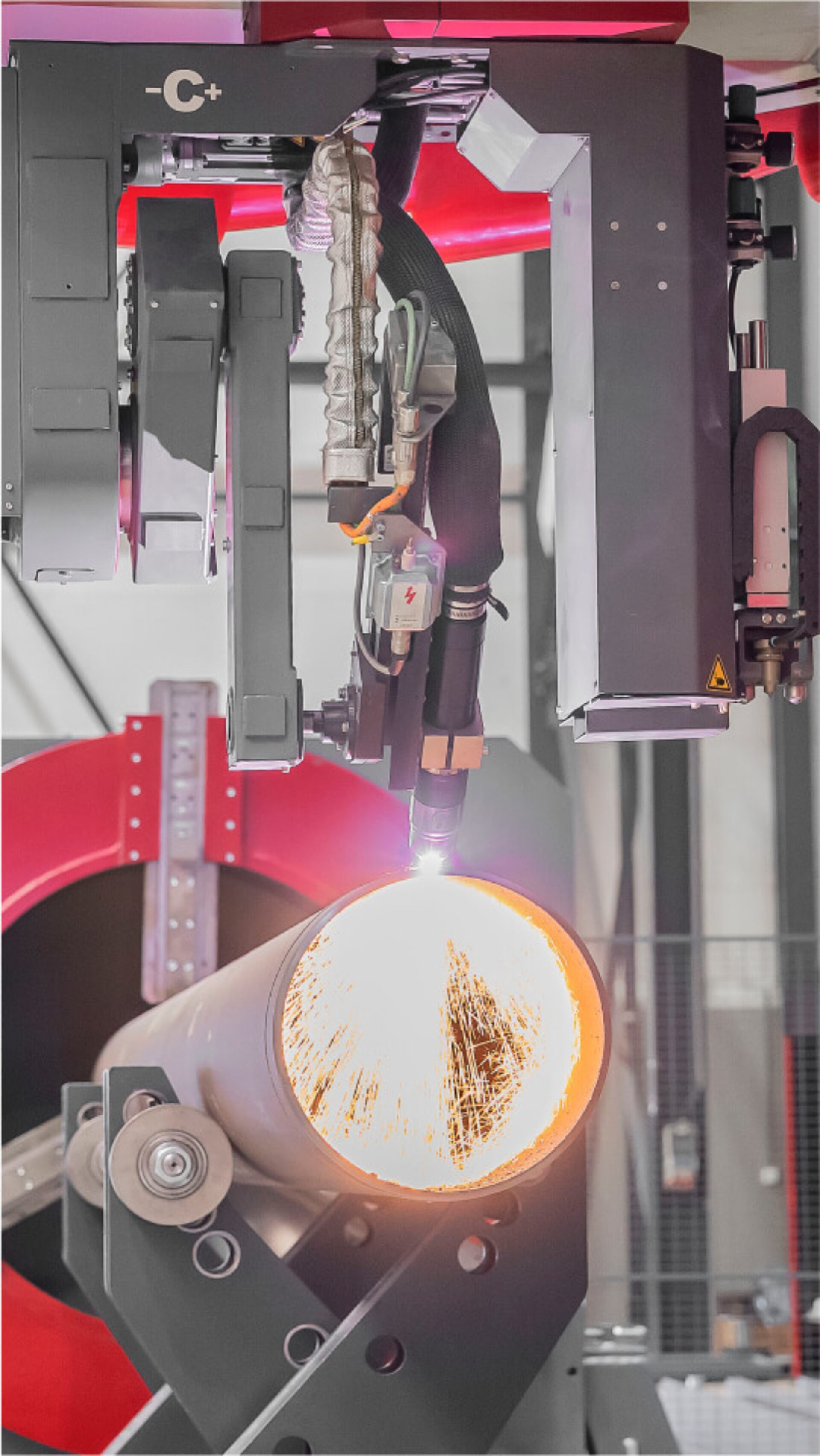

6 CNC-ACHSEN MIT W-ACHSEN-RÜCKZUG
Liefert präzise, saubere Schnitte – selbst an Schweißnähten – dank der fortschrittlichen W-Achse, die die Brennerdüse bei Erreichen der Schweißnaht zurückzieht.
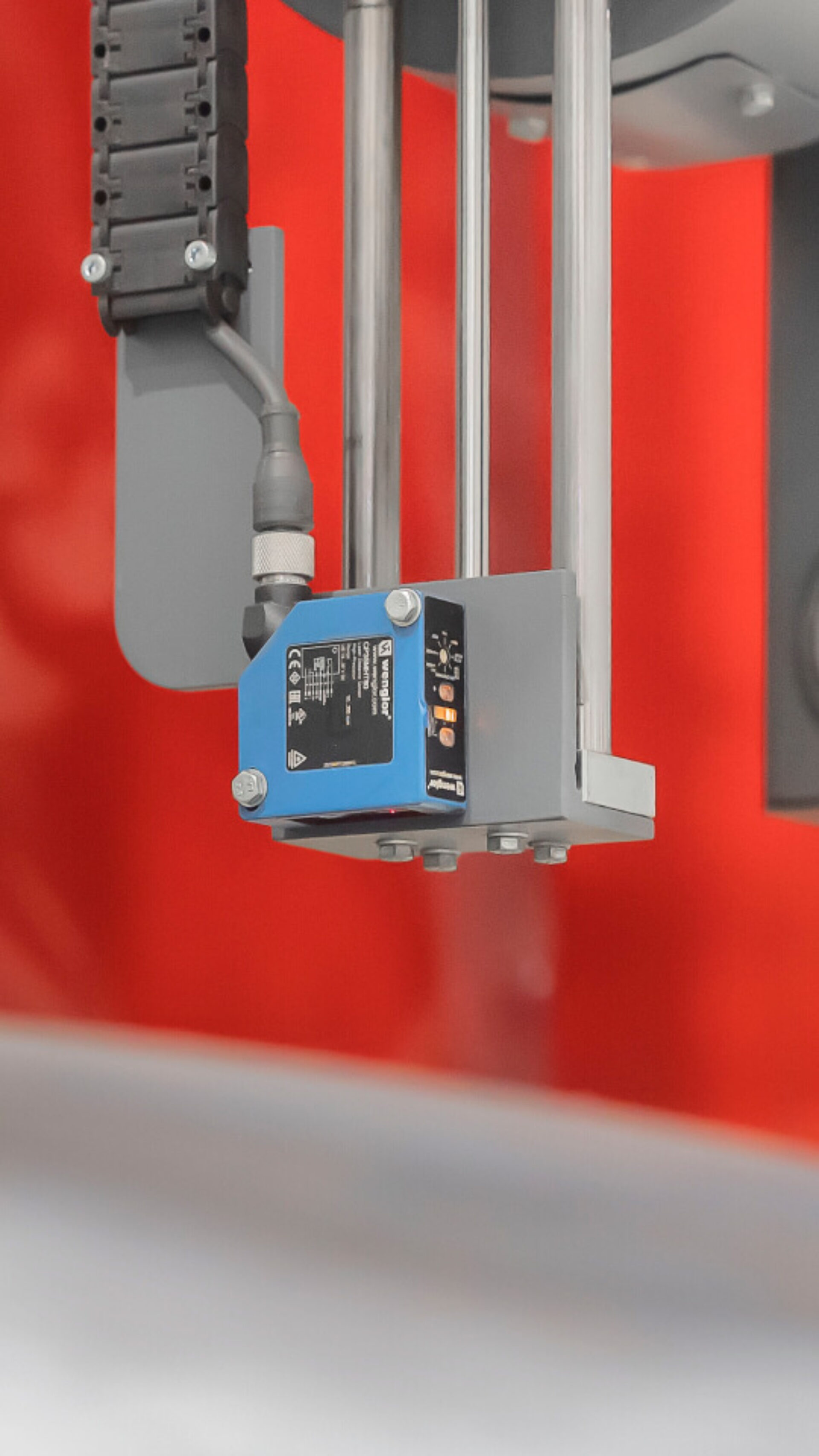
LASERMESSSYSTEM
Lasersensorsystem zur Aufrechterhaltung eines konstanten Abstands zwischen Brenner und Rohr. Vor dem Schneiden führt der Sensor einen Hochgeschwindigkeits-Trockenlauf durch, um die Rohrpositionen dynamisch zu scannen und zu messen und so eine präzise Brennersteuerung zu gewährleisten.
SCHNEIDKOPF BIS 70°
Brennerneigung bis 70°, unterstützt durch fortschrittliche Software, ermöglicht die Erstellung komplexer Schnittformen mit Schweißfasen, die nahtlos von der Außenseite zur Innenseite des Rohres übergehen.
VORTEILE
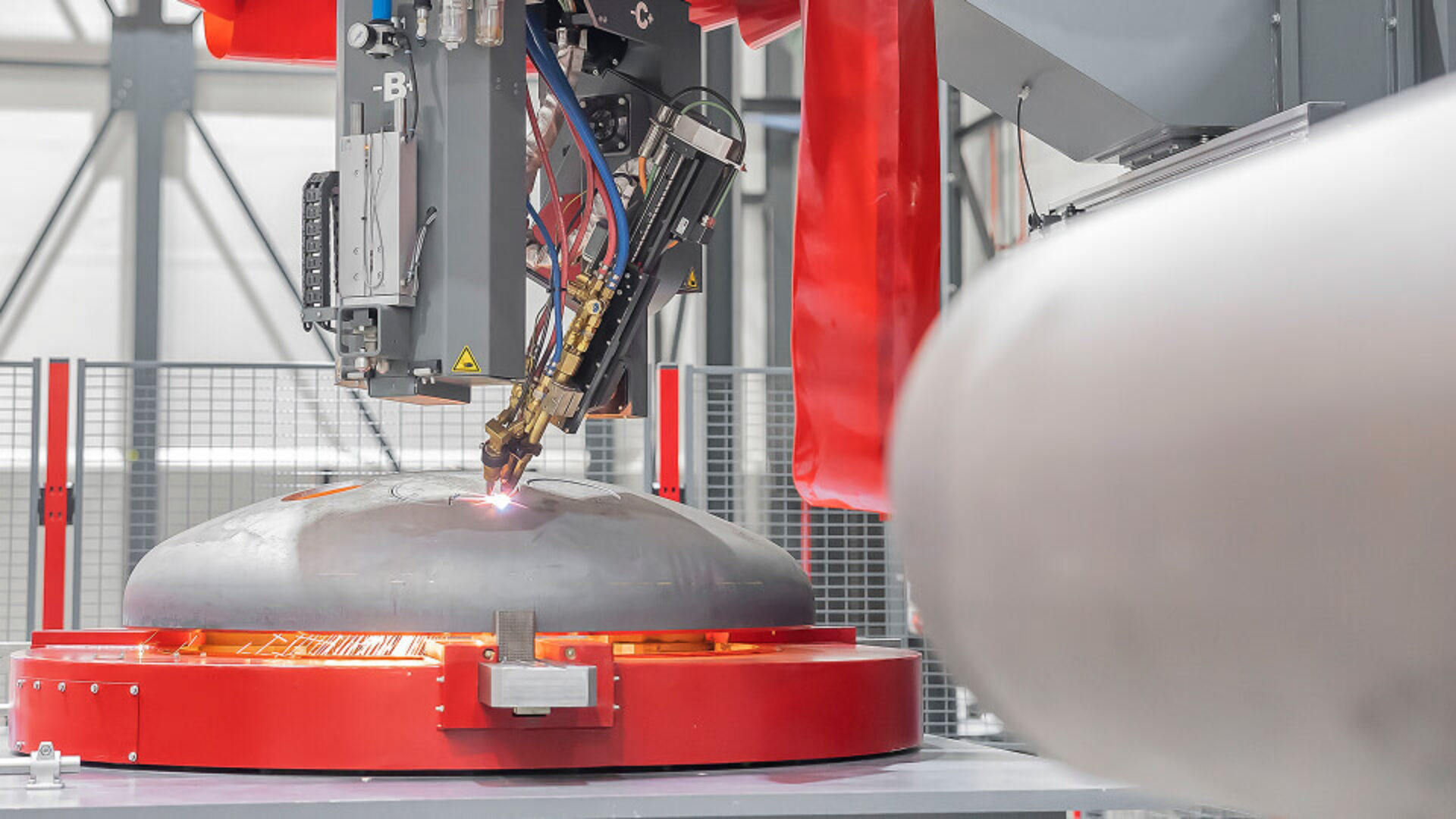

KUPPELSCHNEIDEN
Fähig, Böden (Kuppelschnitte) zusätzlich zum runden Rohrschneiden zu bearbeiten.
COROBS
Die fortschrittlichste Software auf dem Markt zur Generierung der erforderlichen Schnittformen mit verschiedenen Schweißfasen.
ROBUSTE KONSTRUKTION
Gefertigt aus hochwertigen Materialien, um einer intensiven industriellen Nutzung standzuhalten und langfristige Zuverlässigkeit zu gewährleisten.
SCHNEIDEN HINTER DEM FUTTER
Durchschiebemöglichkeit im Spannfutter ermöglicht Schneiden vor und hinter dem Spannfutter. Eine einzige Einrichtung für höhere Produktivität.
SPEZIFIKATIONEN
1200
Min./Max. Spannbereich
48 - 1.220 mm
Max. Werkstückgewicht
12.000 kg
Installationsfläche
9.000 x 5.000 x 3.500 mm
1500
Min./Max. Spannbereich
80 - 1.524 mm
Max. Werkstückgewicht
15.000 kg
Installationsfläche
9.000 x 5.000 x 4.200 mm
2000
Min./Max. Spannbereich
80 - 2.032 mm
Max. Werkstückgewicht
20.000 kg
Installationsfläche
9.000 x 5.000 x 4.200 mm
Benötigen Sie weitere Informationen?
Erhalten Sie alle Details, die Sie brauchen; laden Sie kostenlose Broschüren, technische Spezifikationen und Produktdokumente für diese Maschine herunter. Alles, was Sie für eine fundierte Entscheidung benötigen, ist nur einen Klick entfernt.
IHRE MASCHINE AUFRÜSTEN

Erweiterte Logistik
Logistische Baugruppen wie Laderahmen, Einlaufband, Schneidband, Auswurfmechanismus, Auslaufrahmen, mit frei wählbarer Konfiguration, reduzieren die Lade- und Entladezeiten in der Maschine und erhöhen die Produktivität um ca. 30%.

Branchenspezifische Makropakete (BALD VERFÜGBAR)
Wählen Sie aus maßgeschneiderten Makrosätzen für spezifische Branchen, mit der Flexibilität, diese bei Bedarf zu erweitern oder aufzurüsten.

Duale Schneidtechnologie
Rüsten Sie Ihre Maschine sowohl mit Plasma- als auch mit Autogenschneidfunktionen aus, um maximale Vielseitigkeit bei der Materialbearbeitung zu erreichen.

PypeServer Enterprise
Die MO-Serie ist standardmäßig mit CorObs für die Programmierung direkt an der Maschine ausgestattet. Mit PypeServer Enterprise können Sie CAD-Dateien direkt importieren, Funktionen wie Sättel und O-Lets automatisieren und den Materialeinsatz mit fortschrittlichem, fehlerbewusstem Nesting optimieren. Zudem überträgt PypeServer Enterprise Produktionsdaten in Echtzeit an die PypeServer Cloud und verbessert so die Nachverfolgung und Koordination.
INTERESSIERT?
Kontaktieren Sie uns
Wir würden uns freuen, von Ihnen zu hören! Ob Sie Fragen haben, Unterstützung benötigen oder mehr über unsere Produkte und Dienstleistungen erfahren möchten – unser Team ist für Sie da.
Die Voortman MO Rohrschneidmaschinen unterstützen sowohl Plasma- als auch Autogenschneiden. Plasma ist ideal für dünne bis mittlere Wandstärken mit hoher Geschwindigkeit und Präzision, während Autogen besser für sehr dickwandige Rohre geeignet ist. Zudem kann Autogen in steileren Winkeln schneiden als Plasma, was mehr Flexibilität für komplexe Schweißvorbereitungen bietet.
Abhängig vom Maschinentyp können Rohrdurchmesser von 50 mm bis zu 4.000 mm bearbeitet werden. Längen bis 18 Meter werden unterstützt. Plasma bearbeitet typischerweise Wandstärken bis 50 mm, während Autogen deutlich dickere Rohre schneiden kann. Es ist wichtig zu beachten, dass der Schnittwinkel die effektive Schnittlänge beeinflusst – steilere Fasen führen zu längeren Schnitten. Alle gängigen Materialien, einschließlich Kohlenstoffstahl und Edelstahl, können geschnitten werden. Diese werden weltweit in Offshore, Schiffbau und Bauwesen eingesetzt.
Die Voortman MO Rohrschneidmaschinen können verschiedene Löcher, Schweißfasen, Gehrungen, Sättel, Kuppelschnitte und Abzweigverbindungen erzeugen. Die Mehrachsen-Brennerbewegung ermöglicht präzise 3D-Profile, sodass Rohre ohne zusätzliche manuelle Arbeit direkt für das Schweißen oder die Montage vorbereitet sind.
Das Fasenschneiden ist entscheidend für die Schweißvorbereitung. Es erzeugt den richtigen Kantenwinkel und die richtige Form am Rohrende, sorgt für starke, saubere Schweißnähte und reduziert den Bedarf an zusätzlichem Schleifen oder manueller Vorbereitung.
Ja, die Voortman MO Rohrschneidmaschinen sind vollständig CNC-gesteuert und die Schneidprogramme werden mit unserer CAD/CAM-Software COROBS erstellt. COROBS optimiert Schnittwege, automatisiert Brennerbewegungen und minimiert den Bedienereingriff, wodurch die Produktion schneller und konsistenter wird.
Die Voortman MO Rohrschneidmaschinen bieten eine höhere Genauigkeit, Wiederholbarkeit und Produktivität im Vergleich zu manuellen Methoden. Komplexe Geometrien können in einem einzigen Arbeitsgang geschnitten werden, wodurch Materialverschwendung reduziert, Zeit gespart und gleichbleibende Qualität bei allen Teilen gewährleistet wird.