








- Blacha
- Wiercenie
- Frezowanie
- Przemysl-produkcyjny
- Przetworstwo-stali
- Automatyzacja
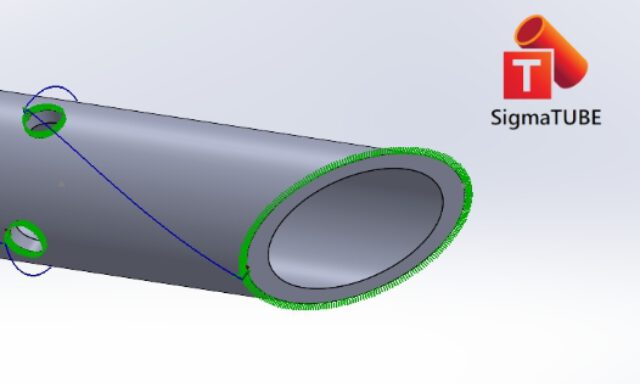
Frezowanie a wiercenie otworów w blachach
Różnorodność typów produktów, średnice otworów oraz stałe koszty w stosunku do wydajności należy brać pod uwagę, gdy porównuje się otwory frezowane z otworami wywierconymi w blachach. Więcej informacji na ten temat znajduje się w tym artykule.
Wiercenie otworów
Prędkość usuwania materiału w procesie frezowania dla otworu o średnicy 32 mm jest ogólnie od trzech do czterech razy niższa w porównaniu do prędkości usuwania poprzez wywiercenie otworu. Oba procesy powinny być wykonywane przy użyciu narzędzi węglikowych. Frezowanie otworów z perspektywy wyjściowej nie jest zalecane i jeśli mamy do czynienia z dużą ilością produktów danego typu, wiercenie otworów w określonych granicach będzie zawsze tańsze niż frezowanie.
Frezowanie otworów
Jeśli jednak jest mała liczba tych samych rodzajów produktów, to znaczy, że wiele średnic otworów i niektóre średnice wykorzystywane są tylko czasami, frezowanie może być dobrym wyborem przy tworzeniu niektórych otworów. Zakup narzędzia o określonej średnicy do małego zestawu otworów znacznie zwiększa koszty operacyjne każdego otworu. Przy średnim współczynniku amortyzacji wydatków kapitałowych wynoszącym od pięcio- do dziesięciokrotności kosztów operacyjnych rocznie można wykonać szybkie porównanie, w którym fazowanie staje się interesującą metodą tworzenia otworów. Musimy po prostu porównać koszty stałe/stosunek wydajności do zmiennych kosztów operacyjnych (narzędzia).
Pora na przykład
Przykładowo: jeśli wytwarza się 250 otworów o jednej konkretnej średnicy w ciągu 5 lat, o średniej grubości (12 mm), koszty wiercenia na otwór przekraczają koszty frezowania, ponieważ koszty operacyjne (narzędzia) przekraczają stałe koszty maszyny na otwór na każdy otwór (w tym amortyzację i stawki robocizny).
będą musiały zostać ponownie naostrzone i są ogólnie tańsze jako początkowa inwestycja. Prędkości posuwu HSS na minutę są jednak ponad 3 razy niższe od prędkości posuwu z narzędziami węglikowymi. W związku z tym frezowanie tych otworów przy zakupie narzędzi HSS do tych otworów prowadzi do takich samych kompromisów: Rosnące koszty stałe na każdy otwór dzięki taryfie maszyny, ale redukcja kosztów oprzyrządowania (za otwór).