








- Plaat
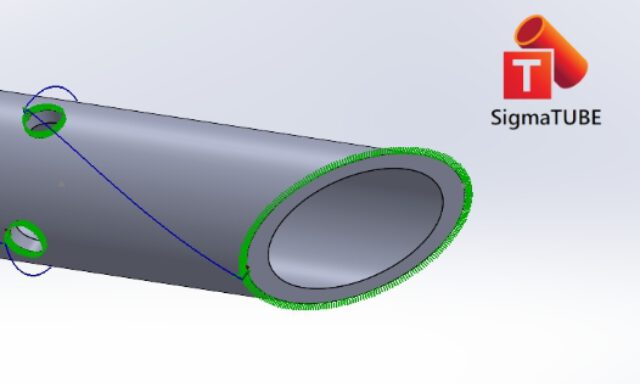
- Plasma
- Snijden
- Boren
- Maakindustrie
- Staalbouw
- Automatisering
Output maximaliseren? Boren versus snijden van gaten - een tijdsvergelijking
Verschillende variabelen beïnvloeden de tijd
Wist u dat u uw output kunt verhogen door gaten te boren in plaats van deze te plasmasnijden of vice versa? De tijd die nodig is om in koolstofstaal gaten te snijden wordt voornamelijk beïnvloed door de dikte van het materiaal en de grootte van het gat. Bij het boren van gaten hangt het voornamelijk af van de bewerkbaarheid en de dikte van het materiaal.
Zowel boren als snijden zijn relevante processen om gaten te creëren en beide processen hebben een bepaald toepassingsbereik waarbij het ene proces sneller is dan het andere proces. Laten we een paar voorbeelden in koolstofstaal bekijken om een idee te krijgen van het tijdsverschil tussen het boren en snijden van gaten. Dit kan uw keuze voor het ene of andere proces onderbouwen op basis van uw specifieke productiekenmerken.
Kleine gaten? - Boren interessant
Boren vs. snijden vergelijking: 14mm en 22mm gaten in 12mm dik materiaal
https://youtu.be/YTB0-ZDCcos
De snijkwaliteit neemt drastisch af wanneer de diameter van het gat kleiner is dan de materiaaldikte, waarbij boren dus bijna altijd de voorkeur krijgt. Zelfs vanuit een tijdsperspectief is het boren meestal sneller dan het snijden bij kleine gaten. Voor diameters kleiner dan 2x de dikte van het materiaal, moet de snijsnelheid namelijk worden verlaagd om de tapsheid van het gat tot een minimum te beperken. Over het algemeen verhoogt het plasmasnijden van kleine gaten de bewerkingstijd, terwijl het boren van kleine diameters de bewerkingstijd juist kan verkorten.
Dik materiaal? - Boren interessant
Boren vs. snijden vergelijking: 26mm en 32mm gaten in 25mm dik materiaal
Om het snijden van gaten in dik materiaal interessant te maken vanuit een tijd en kwaliteit oogpunt, moeten de gatdiameters erg groot zijn. Hoewel in de video te zien is dat het tijdsverschil tussen boren en snijden vrij klein is per gat, kunnen bij grote nestings die paar seconden een aanzienlijke tijdwinst opleveren tijdens een volledige productiedag. Alle aanvullende opties (zoals het klemmen van de plaat of het meten van de hoogte) zijn ook opgenomen in de vergelijking.
Het is belangrijk op te merken dat een groot aantal gaten meestal betekent dat er minder ruimte tussen elk gat is en er dus minder initiële hoogtemetingen plaatsvinden. Hierdoor kan het totale verschil in een hele nesting kleiner zijn dan alleen het verschil tussen elk gat, omdat de plasmatoorts het aantal hoogtemetingen reduceert.
Veel variaties in gatdiameters? - Plasmasnijden interessant

Er zijn veel redenen waarom bedrijven besluiten gaten te plasmasnijden in plaats van te boren. Als producten veel verschillende gatdiameters bevatten, neemt de boortijd toe vanwege de benodigde hoeveelheid gereedschapswisselingen. Elke machine heeft ook een maximaal aantal gereedschappen dat automatisch kan worden vervangen zonder manuele handelingen.
Het tijdsverschil in absolute waarden is vrij klein en er is een break-even punt waar de hoeveelheid verschillende diameters en vereiste gereedschapswisselingen de tijdsbesparing door boren in plaats van snijden van gaten tegengaat. Een voorbeeld: in 12 mm dik materiaal met een gemiddelde gatdiameter van 18 mm, wordt geschat dat het break-even punt gelijk is aan een gereedschapswisseling voor elke 10 geboorde gaten.
In vergelijking met oudere technologie
Het is belangrijk om te vermelden dat bovenstaande vergelijking geen volledig overzicht is van boren versus snijden voor alle machines/boorunits/plasmabronnen wereldwijd maar specifiek is voor Voortman machines met Voortman technologie. Nieuwe technologieën zoals pierce detection, verhoogde gemiddelde gatsnelheid en gereduceerde initiële hoogtemetingen zijn aanwezig in Voortman's plasmasnijmachines en kunnen in sommige gevallen leiden tot een kortere snijtijd in vergelijking met boren. Kortom, modellen met de nieuwste plasmatechnologie zullen een kortere snijtijd vertonen ten opzichte van oudere plasmamodellen.
Beter machineontwerp = betere output
Bovenstaande tijdsvergelijkingen worden sterk beïnvloed door het ontwerp van de machine. Een minder rigide machine heeft waarschijnlijk lagere voedingssnelheden die de boortijd aanzienlijk beïnvloeden. Voortman zorgt ervoor dat alleen de componenten met de beste kwaliteit worden gebruikt in de robuuste plaatbewerkingsmachines, zodat u snel gaten kunt boren en snijden zonder dat dit ten koste gaat van de vereiste kwaliteit. Geïnteresseerd in onze gecombineerde plaatsnij-boor oplossingen? Bekijk dan onze nieuwe V310 en de V320 en V325. Alleen geïnteresseerd in snijden? Dan is de V304 of V302 wellicht interessant voor u!
Certificeringen, beperkingen en gewenste output
Boren versus snijden wordt hier louter op output en tijd vergeleken. Het ene of het andere proces kan ook de voorkeur krijgen op basis van kwaliteitseisen. We zullen de belangrijkste kwaliteitsfactoren bespreken in een toekomstig artikel. Houd onze website in de gaten!