LogicSteel MRP
Take control of your factory
LogicSteel MRP is an end-to-end material resources planning platform for steel processors. Perform multi-objective auto nesting, keep your designs aligned with live model integration, and track and prioritize tasks in real time. The result: less waste, fewer errors, protected margins, and faster work preparation.
GET A QUOTE COMPARE SOFTWARE

HIGHLIGHTS
MULTI OBJECTIVE AUTO-NESTING
LogicSteel MRP fully automates nesting with no manual input, allowing you to choose the objective that best fits your production strategy. Whether you group by work, processing features, or prioritize inventory over supplier material, the advanced algorithm ensures nests are always machine-ready. This flexibility helps you save on material and reclaim valuable planning time.
GET QUOTE
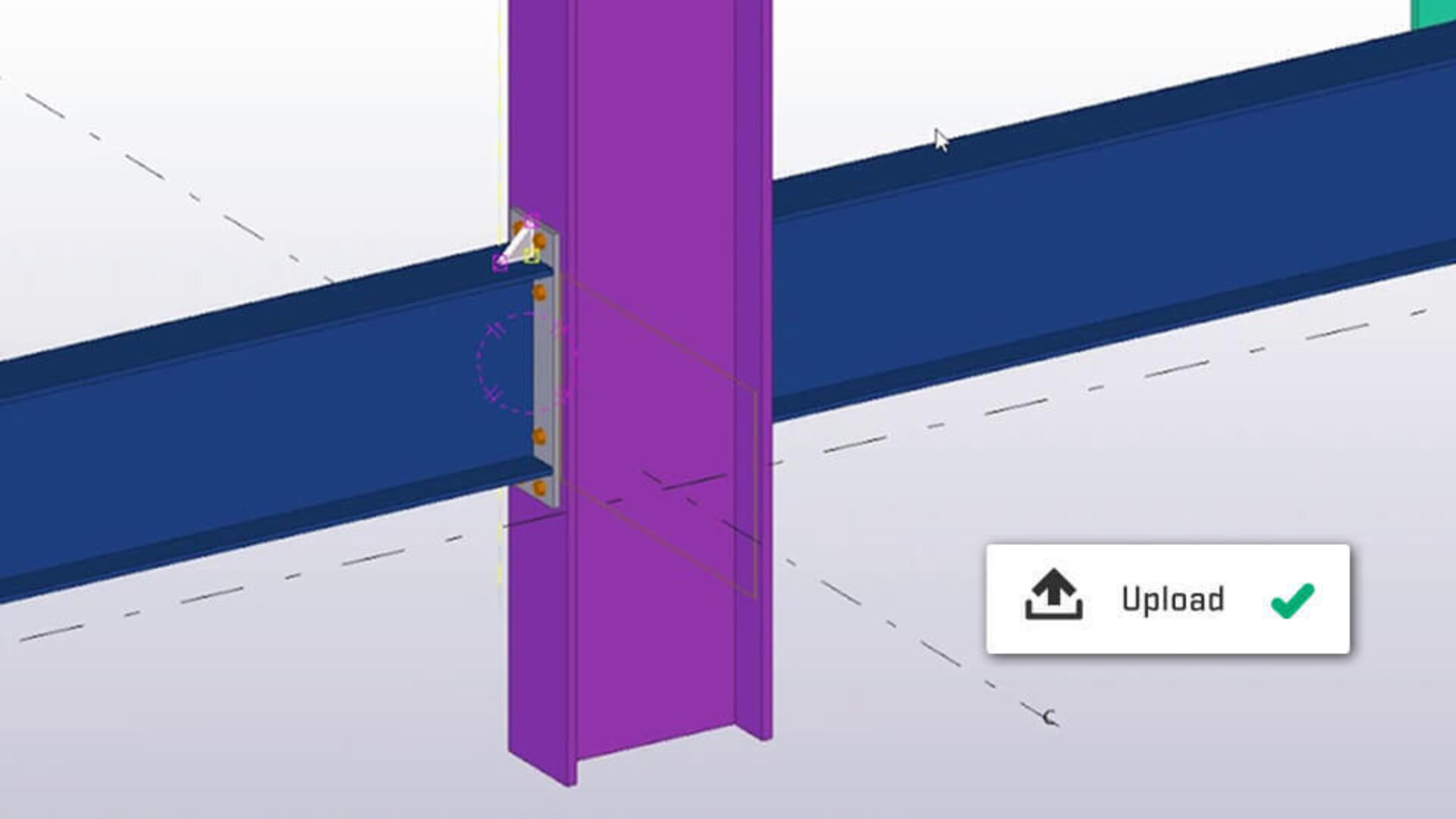
LIVE MODEL INTEGRATION
LogicSteel MRP stays true to your model with live integration to Tekla and SDS/2, automatically detecting changes and updating nests without manual rework. This ensures your production is always aligned with the latest design, reducing errors and saving valuable time. By eliminating outdated data and rework, users benefit from smoother operations and fewer costly mistakes.
GET QUOTE
REAL-TIME TASK TRACKING
LogicSteel MRP keeps production moving with real-time task management. Managers can release and prioritize tasks with clear grouping, so every team member knows what to do and when. Operators handle work directly in the app, starting, pausing, or completing tasks on the shop floor. This visibility and control reduce delays, improve accuracy, and keep schedules on track.
GET QUOTE


OUR CUSTOMERS
EXPLORE FEATURES


PRELIMINARY NESTING
Preliminary nesting lets you upload rough models to instantly generate a draft BoM. Get early insight into material needs and pricing to quote faster and more accurately.
PROCUREMENT MANAGEMENT
LogicSteel MRP streamlines procurement with smart tools like built-in RFQs, supplier comparisons, and live pricing updates. As your designs evolve, quantities and material types adjust automatically, helping you avoid errors and secure materials faster.
INVENTORY MANAGEMENT
LogicSteel MRP gives you real-time inventory visibility and smart material substitutions to keep production moving and reduce waste. With automated tracking, live updates, and instant receiving, you avoid double-purchasing and unlock more value from your stock.


COST CONTROL
LogicSteel MRP gives you real-time cost visibility and automated claims to protect your margins. Track spending as it happens and recover costs with less admin and fewer surprises.
CENTRALIZED TASK CONTROL
Monitor live production status and detailed task insights from one place. Re-prioritize work instantly and analyze captured data to improve performance and drive continuous improvement.
SYSTEMS INTEGRATION
LogicSteel MRP connects seamlessly with your existing software through a secure, scalable API. Our consultants support custom integrations to ensure smooth data flow across platforms.
GROW YOUR BUSINESS WITH MODULES

WORK PREPARATION
Simplify and accelerate work preparation through Tekla and SDS2 integration with version conflict resolution, preliminary nesting linked to purchasing and material management, and multi-objective nesting optimization.
TRACKING AND TASK MANAGEMENT
Streamline and control production with integrated workflow management, real-time task tracking, and centralized prioritization. Assign tasks with clear grouping, monitor live progress, and empower operators through the LogicSteel MRP app for full visibility and flexibility.
SYSTEM INTEGRATION
Achieve seamless business operations through smart integration with ERP, CADCAM, and other systems, enabling data consistency and workflow automation.
QUESTIONS?
We are happy to help!
If you have any questions about LogicSteel MRP or need help finding the right solution for your business, feel free to get in touch with us directly. For quick answers to common questions, check out the frequently asked questions below, where we’ve compiled a list of the questions we receive most often.
LogicSteel MRP is purpose-built for steel processors, offering unmatched efficiency through automated multi-objective nesting, live model integration, and real-time task tracking; capabilities that reduce rework, save material, and keep production on schedule.
Unlike generic MRP systems, it streamlines procurement, inventory, and cost control with live updates, helping users avoid errors, protect margins, and accelerate work preparation. With seamless integration to third-party ERP and CRM systems, LogicSteel MRP eliminates paperwork and manual processes, making it the ideal choice for steel fabricators seeking precision, speed, and control.
We are constantly developing new features for LogicSteel MRP, and with over the air updates you get new features and fixes right away, without long wait times.
No. LogicSteel MRP is fully hosted in the cloud, meaning you have access from anywhere, anytime and on any device.
No. With LogicSteel MRP you pay for what you process, not for an account or user.
Yes. There is a full API available for LogicSteel MRP, or you can connect through our plug-and-play middleware. We even have dedicated experts ready to support you with this integration.
With LogicSteel MRP you get the full support of the Voortman customer service team, who have dedicated support for LogicSteel users. This means there is someone available around the clock to help you when needed.